3823 класс швейная машина
Видел вариант 3823, вроде как 1991 г. новая с консервации. 35т.руб.
Не знаю стоит ли сывязываться с этим вариантом, и где потом запчасти брать.
Может и стоит взять но 35 т.руб кажется дорого и по удобству и скорости работ наверно будет проигрывать современным машинкам.
Если не прав, поправьте.
Видел вариант 3823, вроде как 1991 г. новая с консервации. 35т.руб.
Не знаю стоит ли сывязываться с этим вариантом, и где потом запчасти брать.
Может и стоит взять но 35 т.руб кажется дорого и по удобству и скорости работ наверно будет проигрывать современным машинкам.
. А то пока попадаются либо 8 мм под лапкой и иглой до 200, либо сразу танки подобные Авроре 450.
Но хотелось бы обойтись 1 машинкой, так как объем работ в этом направлении пока не очень большой.
Или легковой автомобиль или грузовой. Это так, разница есть.
Нету всеядных швейных машин. Если основной поток до 8 мм и игла 180, то это все равно уже нужна достаточно мощная машина, типа GC 20606-1. Чтоб с запасом, на пределе работать не хорошо.
Если пошив более толстого редкий и можно обойтись без двойного-тройного продвижения, то есть чугун от ПМЗ типа 23 кл. Его не сложно найти от 3 до 15 килорублей, в зависимости от состояния и хотелок продавца. Как вариант.
У меня тоже нет такой машины под рукой. Но, думаю, в этом случае 1 мм для нее принципиальной роли не сыграет.
Здравствуйте, всем. Кто-нибудь может подсказать где можно купить приспособление для трикотажной бейки к распошивалке Джак.(промышленной)?
Повезет, если поможет простая разборка челнока и его чистка. В этих машинах челночное стоит приличных денег. Справочно.
Кстати Типикал 6-7 Д на практике толстые пакеты прошивает легче и челночное у этой машины дешевле и более стойко к варварству.
Здравствуйте, всем. Кто-нибудь может подсказать где можно купить приспособление для трикотажной бейки к распошивалке Джак.(промышленной)?
странный вопрос) в магазине)
если москва швеймаш,велтекс,книт..
не москва не знаю)) сори..
У меня тоже нет такой машины под рукой. Но, думаю, в этом случае 1 мм для нее принципиальной роли не сыграет.
20606 не для тяжелого..вернее для тяжелого,но не очень..
она может шить толстое,но не любит этого..
/quote]
странный вопрос) в магазине)
если москва швеймаш,велтекс,книт..
не москва не знаю)) сори..
В Трансметалле спросите.
3823 класс швейная машина
Купить промышленные швейные машины
Купить расходные материалы к швейному оборудованию
Уважаемые клиенты! При переходе пользуйтесь кнопкой «Фильтр подбора»



Фирма «Виком» предлагает запчасти для 3823 класса:
Запчасти для 3823 кл.
880470 Механизм лапок
Рамка качания в сборе
912510 Регулятор натяжения верхней нити
720323 Шпилька натяжения
(к 912510 регулятор натяжения)
914504 Лапка нажимная
109329 Вал (челночный)
(в сборе 794255-4 Пружина)
880503 Рамка качания
Рычаг двигателя материала
910521 Челночный комплект 3823 кл.
в сборе со шпульным колпачком 910525
910521 Челночное устройство H-3823
Колесо зубчатое (текстолит)
Колесо зубчатое (комплект)
(887378 Механизм подъема лапки)

Более подробную информацию по ценам, скидкам и другим интересующим Вас вопросам Вы получите при обращении к нашим менеджерам по телефонам.
Адрес: 129347, г. Москва, Ярославское шоссе, д. 136
Телефоны: 8 (499) 188-71-57, 8 (925) 518-77-11
Контактное лицо: Бочков Сергей Алексеевич
ПМЗ 3823 класс для тяжелых и сверхтяжелых материалов промышленная швейная машина обзор
Показать панель управления
Комментарии • 62

Такие станки в квартире держать, это скотство по отношению к соседям. У меня соседка швея была и она шила на простой прямостроске, я вешался.
Крутой обзор металлолома👍😂😂😂. Про хорошие наушники забыли сказать. Короче запорожец повышенной проходимости
Здравствуйте а мне такую можете продать
Здравствуйте. Такой нету в наличии
А вы ее хотите продать то какая цена?
@Sem Zu какая цена примерно у такой подскажите пожалуйста
Продана уже давненько
автору спасибо за обзор
Материал поднимаеться вверх, значит идет припосадка сверху.
Смочь то она сможет, но строчка не будет ровной и красивой. Вам для ваших целей подойдёт любая современная машинка с тройным продвижением.
Есть такая 2823 кл., 10 нить я думаю можно, а для более толстой лучше купить с баррелем. Расходники приобрести пока можно, на авито с рук. На счёт высоты перетопа точно не скажу, думаю что простыми действиями нельзя увеличить
Уважаемый Автор, подскажи хорошие нитки для кожи и кожзама, короче купил походу не то, нитки закручиваются в системе натяжки и начинается всё это сверху в ушках, пушат, иногда к игле приходят с навивом всего этого пушения и скрутками. В интернете только и крики про полиэстер, начал разбираться, никто толком не может сказать чем полиэстер от капрона отличается и что лучше. машина 862, гоняю на никчемных нитках. задолбался с ними.
@leather craft спасибо
Проверьте, может есть заусенцы и борозды в местах прохождения нити, если есть, уберите их.
Швейная машина класса 330 ПМЗ
Швейная машина 330 класса
Одноигольная швейная машина класса 330-8 Подольского Механического Завода предназначена для шитья заготовок обуви из лёгких и средних натуральных и искусственных кож челночным стежком в одну строчку с непрерывной подачей материала.
ТЕХНИЧЕСКИЕ ДАННЫЕ Швейной машины 330 класса
СОСТАВ ИЗДЕЛИЯ И КОМПЛЕКТ ПОСТАВКИ
Машина поставляется заводом в следующем составе:
а) головка швейная в собранном виде (без стола);
б) головка швейная со столом: головка в собранном виде и стол в разобранном виде укрупненными сборочными единицами (боковины, крышка, катушечная стойка, светильник, фрикционный привод).
УСТРОЙСТВО И РАБОТА ИЗДЕЛИЯ Швейной машины 330 кл
Машина снабжена ротационным челночным устройством с вертикальной осью вращения.
Вращение передается от главного вала 9 через промежуточный вертикальный вал 9 и три пары конических спиральных шестерен с общим передаточным числом 1:2, что дает скорость вращения челнока вдвое большую скорости вращения главного вала.
Швейная машина 330 кл. Устройство и работа
Непрерывная подача материала осуществляется нижним транспортирующим кольцом 2 и верхним приводным роликом 3 в направлении от работающего и отклоняющейся иглой.
Механизм нитепритягивателя 7 — кулисно-стержневого типа. Машина снабжена центральной смазкой основных механизмов, отдельные места машины смазываются масленкой по точкам.
Игловодитель 4, смонтированный в рамке, совершает возвратно-поступательное движение вниз и вверх и качательное движение в направлении подачи.
Машина имеет централизованную систему смазки, которая осуществляется при помощи фитилей. Места, не обеспеченные нейтрализованной смазкой, имеют смазку по точкам.
Дальнейшее описание швейной машины кл.330-8 можно увидеть в паспорте, каталоге деталей и инструкции по эксплуатации.
Скачать документацию к швейной машине 330 кл. ПМЗ
Цена комплекта из двух файлов – 900 руб.
Промышленная швейная машина 852 и 862 класса
Промышленная швейная машина 852 класса
Промышленные высокоскоростные швейные машины 852 и 862 классов с плоской платформой выпускаются концерном “Подольск” (бывший ПМЗ).
Эти двухигольные машины челночного стежка (класс стежка 301) предназначены для стачивания изделий двумя параллельными строчками.
Механизм закрепки строчки (обратной подачей) и направители материала для выполнения шва “взамок” на машинах классов 852 (х5), 852-1 (х10) облегчают выполнение технологической операции. Машина класса 852-2 (х7) снабжена специальным приспособлением для втачивания за один проход чашечек бюстгалтеров с одновременной обработкой снизу бейкой или лентой.
Для уменьшения износа челнока в машинах предусмотрена регулировка подачи масла в ход челнока.
Прилагаемые к машинам комплекты сменных частей дают возможность изменения основного расстояния между иглами, что расширяет технологические возможности машин.
Технические характеристики швейных машин кл. 852 и 862
Параметры и характеристики, а также принципы работы и обслуживания машин 852 и 862 можно посмотреть в паспорте, который можно скачать ниже.
В зависимости от ассортимента пошиваемых изделий и выполняемой операции применяются следующие классы машин:
Техническое описание швейной машины 852 класса
Особенности машины заключаются в том, что иглы кроме вертикальных движений отклоняются вдоль строчек; применяются центральношпульные челноки, вращающиеся в горизонтальной плоскости и снабженные отводчиками.
Заправка верхних и нижних ниток.
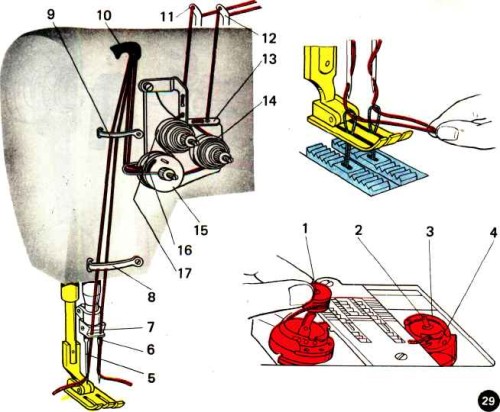
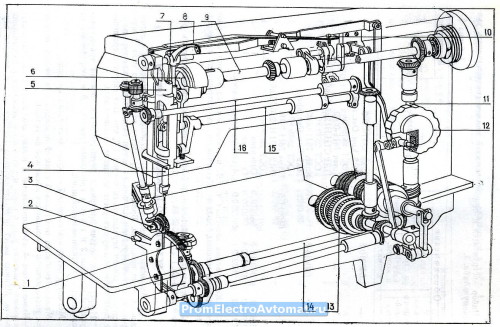
Бобины или катушки с нитками устанавливают на бобинных стойках. Нитки проводят через отверстия трубчатых нитенаправителей 11 (рис. 29), 12, сверху вниз заправляют в отверстия нитенаправительного угольника 13. Одну нитку в направлении по часовой стрелке проводят между шайбами регулятора натяжения 14, другую против часовой стрелки — между шайбами регулятора натяжения 17.
Далее обе нитки по часовой стрелке вводят в канавку регулятора 15 и снизу вверх подводят под нитепритягивательную пружину 16, проводят под пластинчатый нитенаправитель 9 и справа налево заправляют в два ушка нитепритягивателя 10. Нитки проводят вниз под пластинчатые нитенаправители 9, 8, в два отверстия на иглодержателе 7 и со стороны длинных желобков, обращенных друг к другу, заправляют в ушки игл 5, 6.
Нижние нитки наматывают на две шпульки, как в машине 1022-М кл. ОЗЛМ. Затем одну шпульку 1 при поднятой защелке 2 вставляют в шпуледержатель 3. Когда петли нижних ниток будут выведены из отверстий рейки, нитки затягивают под пластинчатые пружины 4.
Со второй шпулькой поступают так же.
Регулировка механизма игл.
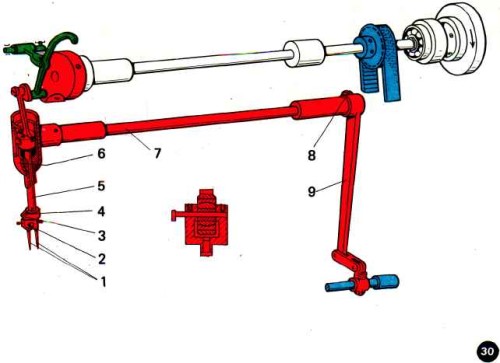
Высота игл 1 (рис. 30) относительно носиков челноков регулируется вертикальным перемещением иглодержателя 2 внутри полого игловодителя 5 после ослабления стягивающего винта 3 установочного кольца 4.
Положение игл 1 относительно стенок отверстий в рейке регулируется поворотом рамки 6 и верхнего вала 7 после ослабления стягивающего винта 8 коромысла 9.
Регулировка механизмов челноков и отводчиков.
Своевременность подхода носиков челноков к иглам регулируется поворотом челночных валов 13 (рис. 31) после ослабления двух упорных винтов 11 зубчатого колеса 12. При подъеме игл из крайнего нижнего положения на 2 мм носики челноков должны быть выше ушков игл на 1,6 мм.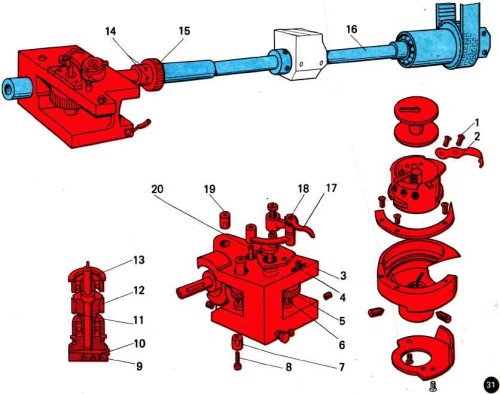
Зазор между иглами и носиками челноков, который должен быть равен 0,05—0,1 мм, регулируется перемещением картеров 3 вдоль вала 16. Для выполнения регулировки ослабляют винты 14 зубчатых колес 15, винт 8 крепления
сухариков 7, 19 и инт 4. Затем перемещают картер вместе с зубчатым колесом 15 вдоль оси вала 16.
Своевременности движения отводчиков 17 для нажима на выступы шпуледержателей достигают поворотом валов 20 после ослабления винтов 6 зубчатых колес 5. Отводчики 17 должны надавливать на выступы шпуледержателеи в момент ввода игольных петель внутрь челночных комплектов, т. е. образовывать Зазор между пальцами шпуледержателеи и стенками пазов игольной пластины.
Положение отводчиков 17 относительно выступов шпуледержателеи регулируется их перемещением по пазу рычагов после ослабления винта 18.
Количество масла, подаваемого челнокам, регулируется винтами 10 после ослабления винтов 9. Если винт 10 завинчивать, то количество подаваемого к челноку масла уменьшится. Так же регулируется подача масла в сопряжения звеньев отводчиков.
Натяжение нижних ниток регулируется винтом 1 благодаря деформации пластинчатых пружин 2. Для изменения расстояния между параллельными строчками заменяют иглодержатель, лапку, рейку, игольную пластину; картеры 3 вместе с зубчатыми колесами 15 перемещают вдоль оси вала 16, как при изменении зазоров между иглами и носиками челноков.
Регулировка механизма перемещения материала.
Длина стежка регулируется поворотом рычага 17 (рис. 32) относительно шкалы 18 после завинчивания гайки 20. Если рычаг повернуть против часовой стрелки и его положение зафиксировать упором 19, отвинтив гайку 20, то длина стежка увеличится благодаря повороту рамки 22 против часовой стрелки.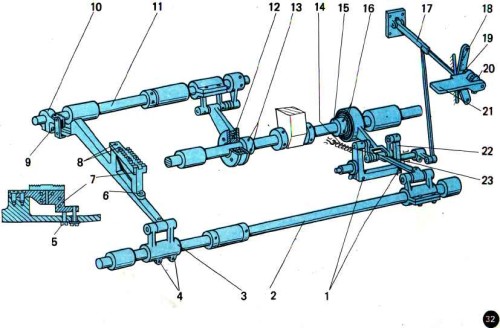
Чтобы закрепить строчку, работающий нажимает на рукоятку 21, отчего рычаг 17 поворачивается по часовой стрелке. При этом материал начнет перемещаться к работающему.
Высота подъема рейки 7 над игольной пластиной регулируется поворотом коромысла 10 на
валу 11 подъема после ослабления стягивающего винта 9.
Горизонтальность зубчиков рейки 7 регулируется ее вертикальным смещением с помощью винта 5 после ослабления винтов 8, 6.
Своевременность подъема рейки 7 и своевременность перемещения материала регулируются раздельно поворотом эксцентриков 12, 15 после ослабления винтов 13, 16 или поворотом главного вала машины. В момент прокола материала иглами рейка должна начать свое движение.
Положение рейки 7 в прорезях игольной пластины регулируется поворотом коромысла 3 после ослабления винтов 4 на валу перемещения 2, если рейку следует переместить поперек платформы. Для перемещения рейки 7 вдоль платформы ослабляют винты 4, 9 и коромысла 3, 10 перемещают вдоль валов 11, 2.
Равенство длин стежков при прямом и обратном перемещении рейки 7 регулируется поворотом
рамки 22 после ослабления винтов 1.
Натяжение пружины 14, необходимое для возврата рычага 17 в исходное положение после закрепления строчки, регулируется перемещением ее резьбового крючка 23.
Регулировка узла лапки.
Давление лапки 1 (рис. 33) на материал регулируется винтом 7 благодаря деформации пластинчатой пружины 5
относительно оси угольника 6. Если винт 7 вывинчивать, то давление лапки увеличится.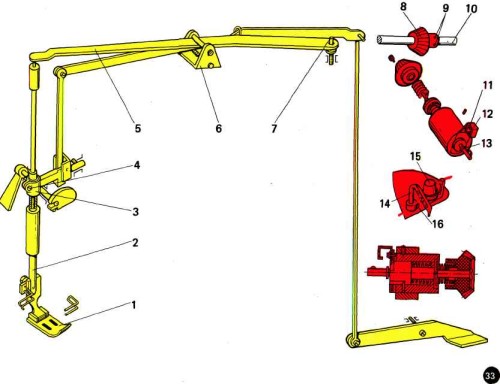
Высота подъема лапки 1 над игольной пластиной регулируется вертикальным перемещением муфты 3 вдоль стержня 2 после ослабления стягивающего винта 4. Если муфту 3 опускать то лапка 1 будет подниматься на большую величину.
Положение рожков лапки 1 относительно линии движения игл регулируется поворотом стержня 2 после ослабления винта 4.
Регулировка моталки для намотки шпульки.
Количество ниток, наматываемых на шпульку, регулируется вертикальным перемещением ограничителя 12 после ослабления винта 11. Если ограничитель 12 переместить вверх от оси шпинделя 13, то количество ниток на шпульке
увеличится.
Зацепление зубьев зубчатого колеса 8 с зубчатым колесом моталки регулируется осевым перемещением зубчатого колеса 8 после ослабления винтов 9 вдоль главного вала 10.
Равномерность намотки ниток на шпульку регулируется поворотом нитенаправляющего угольника 14 после ослабления винта 16. Натяжение нитки при намотке на шпульку регулируется гайкой 15.