40х селект что это
БОЛТЫ И ГАЙКИ ВЫСОКОПРОЧНЫЕ И ШАЙБЫ
Общие технические условия
High strength bolts and nuts and washes.
General specifications
Дата введения 1979-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 7 февраля 1977 г. N 309 дата введения установлена 01.01.79
Ограничение срока действия снято Постановлением Госстандарта от 28.07.92 N 791
ИЗДАНИЕ с Изменением N 1, утвержденным в ноябре 1984 г. (ИУС 2-85)
Настоящий стандарт распространяется на высокопрочные болты с шестигранной головкой, шестигранные гайки диаметром резьбы от 16 до 48 мм и шайбы к ним, предназначенные для стальных строительных конструкций (в том числе мостовых), а также для металлических конструкций, применяемых в тяжелом машиностроении.
(Измененная редакция, Изм. N 1).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
(Измененная редакция, Изм. N 1).
1.3. Механические свойства и материал болтов и гаек должны соответствовать указанным в табл.1 и 2.
Механические свойства болтов
Временное сопротивление МПа (кгс/мм )
Твердость по Бринеллю НВ, наиб.
Относительное удлине-
ние
, %, не менее
Ударная вязкость (KCU) для болтов исполнения ХЛ Мдж/м (кгс·м/см ), не менее
* Применяется сталь с суженными пределами содержания углерода: от 0,37% до 0,42% для стали марок 40Х «селект».
** По стандартам и техническим условиям на материалы.
2. Нормы относительного удлинения распространяются на болты климатического исполнения ХЛ. Для болтов климатического исполнения У допускается относительное удлинение на 2% меньше указанного в таблице.
Механические свойства гаек
Номинальный диаметр резьбы, мм
Напряжение от испытательной нагрузки MПа (кгс/мм ), не менее
Твердость по Бринеллю, НВ
(Измененная редакция, Изм. N 1).
1.4. (Исключен, Изм. N 1).
1.5. Допускается по соглашению между потребителем и изготовителем болты диаметром резьбы менее 20 мм изготовлять из стали марки 40Х.
1.6. Болты для железнодорожных мостов северного исполнения должны применяться с гайками из стали марки 40Х. По требованию потребителя болты для автодорожных и городских мостов северного исполнения должны применяться с гайками из стали марки 40Х.
1.7. Шайбы должны быть изготовлены из стали марок: ВСт5сп2, ВСт5пс2; ВСт5Гпс2 по ГОСТ 380-94, 35 и 40 по ГОСТ 1050-88 и ГОСТ 10702-78.
(Измененная редакция, Изм. N 1).
1.9. Болты должны иметь коэффициент закручивания не более 0,20 и не менее 0,14.
1.10. При изготовлении болтов и гаек не допускаются:
— рванины и выкрашивания на поверхности резьбы, если они по глубине выходят за пределы среднего диаметра резьбы и если их общая протяженность по длине превышает четверть витка;
— заусенцы на опорных поверхностях головок болтов и заусенцы на головках болтов, выходящие за пределы опорной шайбы.
(Измененная редакция, Изм. N 1).
1.11. Допускается увеличение диаметра стержня болта до 0,25 мм сверх номинального на длине до 20 мм от опорной поверхности головки болта.
(Измененная редакция, Изм. N 1).
1.13. Требования к микроструктуре болтов, виду излома, относительному сужению в резьбе после разрыва и относительному удлинению в резьбе допускается устанавливать по соглашению между потребителем и изготовителем.
2. ПРАВИЛА ПРИЕМКИ
2.1. Предприятие-изготовитель должно проводить приемосдаточные испытания для проверки соответствия болтов, гаек, шайб требованиям настоящего стандарта.
2.2. Болты должны быть подвергнуты испытанию на:
— определение ударной вязкости;
— разрыв на косой шайбе (по требованию потребителя);
— определение коэффициента закручивания;
(Измененная редакция, Изм. N 1).
2.3. Гайки должны быть подвергнуты испытанию на:
— определение коэффициента закручивания;
2.4. У шайбы должна быть измерена твердость.
2.5. Болты, гайки и шайбы должны предъявляться к приемке партиями, состоящими из изделий одного условного обозначения, изготовленных из стали одной плавки, термически обработанных по одному режиму.
2.7. Для контроля механических свойств болтов, гаек и шайб от партий отбирают по 5 шт. для каждого вида испытаний. Допускается проводить испытания на определение твердости, коэффициента закручивания и на разрыв на одних и тех же изделиях. Если хотя бы одно изделие не выдержало испытания, должно быть произведено повторное испытание на удвоенном количестве изделий.
Результаты повторных испытаний являются окончательными и распространяются на всю партию.
(Измененная редакция, Изм. N 1).
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Осмотр изделий должен производиться без применения увеличительных приборов.
3.2. Контроль размеров, предельных отклонений формы и расположения поверхностей, шероховатости поверхности, испытание болтов на разрыв (п.1.3), испытание на разрыв на косой шайбе следует проводить по ГОСТ 1759.1-82. Временное сопротивление разрыву должно соответствовать табл.1 настоящего стандарта. Значения расчетных площадей и нагрузок при контроле болтов на разрыв приведены в приложении 1.
Примечание. При испытании на разрыв болты, длина которых недостаточна для установки их в захваты, разрешается испытывать со специальной технологической гайкой, навинченной сразу на два болта. Высота технологической гайки должна быть не менее удвоенной высоты гайки по ГОСТ 22354-77.
Преимущества, характеристики и критерии выбора высокопрочных болтов, винтов и шпилек
Высокопрочные болты, винты и шпильки при небольших габаритах способны обеспечить разъемное соединение, не уступающее по прочности сварному и превосходящее заклепочное. Интенсивно эксплуатируемая техника или массивные строительные металлоконструкции требуют применения именно высокопрочного крепежа. Стремление снизить расходы и использовать в ответственных узлах крепления низкопрочные детали может привести к быстрому разрушению конструкций или выходу из строя механизмов.
Перед внедрением высокопрочного крепежа в той или иной проект проектировщики производят точный расчет болтовых соединений с учетом силовой нагрузки на метизы и их прочностных характеристик. К сожалению, в отечественной промышленности объем использования высокопрочных крепежных изделий меньше, чем в развитых зарубежных странах. Это связано с отсутствием достаточной информации о преимуществах и эффективности их применения, а также технической литературы и справочных данных для их практического использования.
Создание долговечной выносливой техники также невозможно без особо прочного крепежа. К сожалению, но факт, что наши автомобили часто не выдерживают даже гарантийного срока эксплуатации из-за крепежных деталей низкой прочности, чего не скажешь об автомобильном парке немецкого, японского, французского, американского производства. Но ситуация в нашей стране постепенно налаживается не только за счет импорта высокопрочного крепежа, но и из-за того, что многие отечественные метизные заводы налаживают его выпуск по российским и европейским стандартам.

В чем отличие высокопрочного крепежа от обычного?
Главное отличие от метизов общего назначения заключается в особых физико-механических свойствах высокопрочного крепежа, которые дают ему возможность воспринимать более тяжелую нагрузку. К примеру, болт высокого класса прочности 12.9 разорвется при нагрузке 1200 Н/мм², а аналогичный по диаметру низкого класса 4.8 – при 420 Н/мм², то есть при нагрузке в 2.7 раза меньшей.

Высокопрочный винт ISO 7380-1 класса прочности 10.9
Помимо колоссальной стойкости к повышенным нагрузкам, крепеж высокого класса прочности дает еще целый ряд преимуществ:
Преимущества перед сварочным соединением:
Преимущества перед заклепочным соединением:
Сегодня при возведении металлоконструкций на смену заклепкам пришли высокопрочные болткомплекты, которые более выносливы переменным нагрузкам за счет равномерного распределения напряжения по сечению болтового соединения. К тому же в отличие от заклепок они могут быть легко заменены в случае износа, дают возможность сборки/разборки конструкции, могут использоваться многократно, что облегчают ремонт оборудования.
Высокие классы прочности и их расшифровка

Согласно международной классификации резьбовых метизов, к высокопрочным болтам, винтам, шпилькам относятся изделия, имеющие цифровую маркировку классов прочности 8.8, 9.8, 10.9, 12.9, а к сверхпрочным – 14.9. Это важнейшая из характеристик, которая обязательно учитывается в любом проекте. Чем выше эти значения, тем прочнее, выносливее, качественнее и соответственно дороже метиз.
Первая цифра указывает на предельную нагрузку на растяжение, при которой крепеж разорвется. Эта величина называется пределом прочности на разрыв, определяется как одна сотая от номинального временного сопротивления, выражается в МПа или Н/мм².
Например, для болта 10.9 она равняется: 10 / 0,01 = 1000 МПа (Н/мм²).
Вторая цифра говорит нам о напряжении, при котором крепеж необратимо деформируется при изгибе, а называется этот параметр – предел текучести. Определяется умножением первой цифры на вторую и на 10.
Например, для того же болта 10.9 он равен: 10х9х10 = 900 МПа (Н/мм²).
При расчете соединения для заданной нагрузки значение предела текучести умножают на коэффициент 1/2 или 1/3 для обеспечения 2-х или 3-кратного прочностного запаса.
Марки сталей и особенности изготовления крепежа высокой прочности
Крепежные изделия классов от 8.8 до 14.9, включая болты для автомобильной промышленности, производятся из конструкционных среднеуглеродистых сталей, легированных упрочняющими добавками. Эксплуатационные свойства крепежа определяются двумя факторами:

Самые популярные марки: 35, 40, 40Х Селект, 38ХА, 30ХГСА, 35ХГСА, 40ХН2МА, 38ХГНМ. Реже используют слаболегированные борсодержащие стали марок 12Г1Р, 20Г2Р, 30-35Г1Р. Стали, легированные бором, обладают благоприятным сочетанием прочностных и пластических свойств, но из-за некоторых технологических трудностей при их выплавке, их внедрение в метизное производство сдерживается.
Исходное сырье поступает на производство в виде стержней или проволоки. Болты формируют методом холодной штамповки под давлением на высадочных автоматах, затем на них наносят резьбу на накатных автоматах. Для придания готовым изделиям высоких прочностных характеристик, эксплуатационной надежности и устранения хрупкости их подвергают термическому упрочнению путем нагревания в закалочной печи и последующему отпуску (охлаждению).
Таблица 1. Марки сталей, рекомендованные для изготовления болтов, винтов, шпилек высоких классов прочности.
| Класс прочности | 8.8 | 10.9 | 12.9 |
| Марка стали | Ст.35, Ст.35Х, Ст.38ХА, Ст.40Х, Ст.20Г2Р | Ст.35Х, Ст.38ХА, Ст.45Г, Ст.40Г2, СТ.40Х, Ст.40Х Селект Ст.30ХГСА, Ст.35ХГСА | Ст.30ХГСА, Ст.35ХГСА, Ст.40ХНМА |
| Граница прочности, МПа | 800. 830 | 1000. 1040 | 1200. 1220 |
| Граница текучести, МПа | 640. 660 | 900. 940 | 1080. 1100 |
| Твердость по Бринеллю, НВ | 242. 318 | 304. 361 | 366. 414 |
Стандарты ГОСТ и DIN на высокопрочный крепеж
Сегодня “высокопрочка” поступает на рынок от отечественных, европейских и азиатских производителей. И если качество китайского крепежа вызывает недоверие у потребителей, то российский и европейский продукт пользуется большим спросом. Во многих зарубежных нормативах DIN, EN прописано использование болткомплектов (болт, гайка, шайба в сборе) от одного производителя. В наших документах нет таких правил. Нет в них и требований по виду защитного покрытия, тогда как европейские метизы оцинковываются, как правило, горячим методом.
Таблица 2. Стандарты на высокопрочный крепеж в России и Европе.
| Национальные стандарты РФ | Европейские стандарты |
| ГОСТ Р 52643-2006 Общие технические условия | DIN EN 14399-1:2006 Общие требования |
| ГОСТ Р 52644-2006 (ИСО 7411:1987) Болты | DIN EN 14399-2:2006 Проверка пригодности к предварительным натяжениям |
| ГОСТ Р 52645-2006 (ИСО 4775:1984) Гайки | DIN EN 14399-4:2006 Гарнитуры из болтов и гаек. Система HV |
| ГОСТ Р 52646-2006 (ИСО 7415:1984) Шайбы | DIN EN 14399-5:2006 Шайбы |
| DIN EN 14399-6:2006 Шайбы с фаской |
Основные виды высокопрочных болтов, винтов и шпилек, используемые в России строительными компаниями и машиностроительными предприятиями:
Перечисленные стандарты распространяются на шестигранные болты высокой прочности (БВП), разработанные для использования при монтаже строительных металлоконструкций из стали, а также в мостостроении и тяжелом машиностроении для создания высоконагруженных соединений. Размерный ряд ограничен диаметрами М16 – М48. Выпускаются в климатическом исполнении «У» и «ХЛ»
Стандарты на БВП с нормальной шестигранной головкой, полной и неполной резьбой, используемые для скрепления деталей и элементов конструкций в автомобилестроении, других производственных и строительных областях. Имеют широкий диапазон диаметров от М3 до М64. Выпускаются без покрытия или оцинкованными разными способами (гальваническим, термодиффузионным, горячим). Аналоги с мелкой резьбой – DIN 960, DIN 961.
По данным стандартам изготавливаются винты с внутренним шестигранником и головкой в форме цилиндра, которые используются в самых разных отраслях промышленности. Винты DIN, ISO имеют более длинный перечень размеров, выпускаются только в высоких классах прочности 8.8, 10.9, 12.9, тогда как ГОСТ допускает их изготовление и низких классов, но ограниченного диаметра от М3 до М36.
Настоящие стандарты описывают требования к откидным винтам (болтам) с ушком и метрической резьбой диаметром от М5 до М36, которые применяются в станочных приспособлениях, в качестве детали соединения в машиностроении или совместно со строительными анкерами с внутренней резьбой.
Данные стандарты регламентируют размеры, длину, шаг и тип резьбы резьбовых шпилек (штанг). К высокопрочным относят шпильки с границей прочности 800…1200 Нм. Они имеют фиксированную длину 1000 или 2000 мм, диаметр от М4 до М48. Применяются в машиностроении, строительной отрасли, при монтаже кабельно-трубных эстакад.
Все вышеперечисленные метизы изготавливаются в черном исполнении (под покраску) и оцинкованном различными способами.
Усилие затяжки высокопрочных болтов

При установке БВП следует учитывать характер монтажного соединения: сдвигоустойчивое (фрикционное) или с несущими болтами. В первом случае соединение затягивается до требуемой (проектной) величины динамометрическими ключами для обеспечения сил трения между соединяемыми элементами. Момент затяжки – это усилие, приложенное к гайке или головке винта и создающее в теле метиза контролируемое усилие натяжения. Расчетные значения момента закручивания и усилия предварительной затяжки болтов сведены в специальные справочные таблицы.
Таблица 3. Нормы затяжки болтов (коэффициент трения 0,14)
| Диаметр резьбы, мм | Шаг резьбы, Р | Площадь сечения As, мм | Усилие предварительной затяжки Q, кН | Крутящий момент Мкр, кН | ||||
| 8.8 | 10.9 | 12.9 | 8.8 | 10.9 | 12.9 | |||
| М4 | 0,7 | 8,78 | 4,3 | 6,3 | 7,4 | 3,3 | 4,8 | 5,6 |
| М5 | 0,8 | 14,2 | 7 | 10,3 | 12 | 6,5 | 9,5 | 11,2 |
| М6 | 1 | 20,1 | 9,9 | 14,5 | 17 | 11,3 | 16,5 | 19,3 |
| М8 | 1,25 | 36,6 | 8,1 | 26,6 | 31,1 | 27,3 | 40,1 | 46,9 |
| М10 | 1,5 | 58 | 28,8 | 42,2 | 49,4 | 54 | 79 | 93 |
| М12 | 1,75 | 84,3 | 41,9 | 61,5 | 72 | 93 | 137 | 160 |
| М14 | 2 | 115 | 57,5 | 84,4 | 98,8 | 148 | 218 | 155 |
| М16 | 2 | 157 | 78,8 | 115,7 | 135,4 | 230 | 338 | 395 |
| М18 | 2,5 | 193 | 99 | 141 | 165 | 329 | 469 | 549 |
| М20 | 2,5 | 245 | 127 | 181 | 212 | 464 | 661 | 773 |
| М22 | 2,5 | 303 | 158 | 225 | 264 | 634 | 904 | 1057 |
| М24 | 3 | 353 | 183 | 260 | 305 | 798 | 1136 | 1329 |
| М27 | 3 | 459 | 240 | 342 | 400 | 1176 | 1674 | 1959 |
| М30 | 3,5 | 561 | 292 | 416 | 487 | 1597 | 2274 | 2662 |
| М33 | 3,5 | 694 | 363 | 517 | 605 | 2161 | 3078 | 3601 |
| М36 | 4 | 817 | 427 | 608 | 711 | 2778 | 3957 | 4631 |
| М39 | 4 | 976 | 512 | 729 | 853 | 3597 | 5123 | 5994 |
Где и как маркируется прочность на изделии?

Маркировка высокопрочных болтов
Требования к обозначению прочности болтов, винтов, шпилек прописаны в ГОСТ 1759.0-87 (для диаметров до 48 мм) и ГОСТ 18126-94 (для диаметров от 48 мм). Знаки маркировки хорошо читаются на метизах, поэтому потребитель может легко определить класс прочности крепежа, с которым имеет дело.
Болты с шестигранными головками, винты с цилиндрическими головками под внутренний шестигранник и резьбовые шпильки маркируются по прочности цифровым кодом 8.8, 10.9, 12.9, 14.9 (с разделительной точкой или без нее), а шестигранные гайки – 9, 10, 12, 14. Это нестираемые выпуклые или углубленные клейма, нанесенные на головку болтов сбоку или сверху.
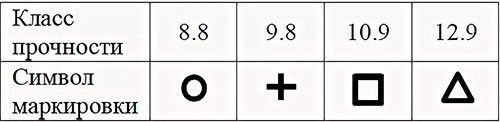
Маркировка классов прочности на крепеже малых диаметров может выполняться по системе циферблата.
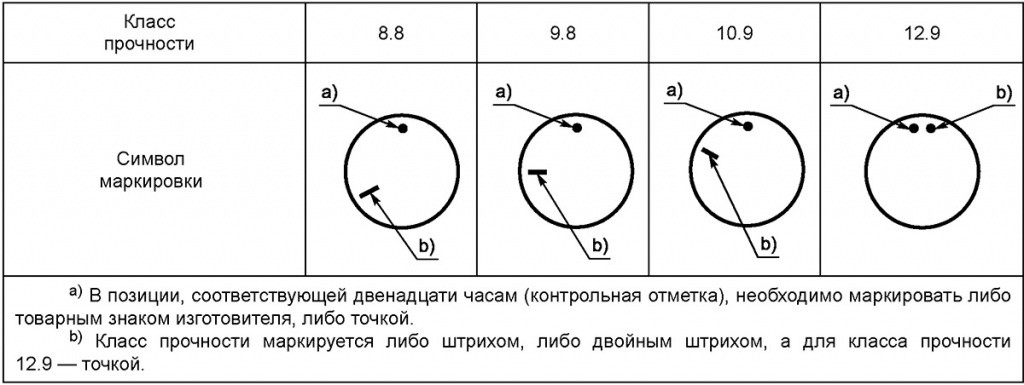
Таблица 4. Циферблатная маркировка прочности болтов
Классы прочности шпилек отображаются, как правило, на их торцевой поверхности. Если шпилька имеет неполную резьбу, то цифровой код может быть нанесен на ее гладкую часть. Для шпилек также может применяться маркировка цветом (желтый для класса 8.8, белый для 10.9) или условными обозначением, нанесенным на торец:
Маркировка высокопрочных шпилек
Критерии выбора высокопрочного крепежа
Высокопрочные болты, винты и шпильки – это особый вид метизов, на которые возлагается большая ответственность за надежность и долговечность автомобилей, станков, грузоподъемной техники, мостов, эстакад, портовых сооружений, спортивных арен, других масштабных строительных объектов. Компания «Крепком» сотрудничает только с ответственными производителями, на предприятиях которых исследуется состав поступающего сырья, а каждая партия готового крепежа проходит испытания, установленные действующими стандартами. Кроме того, в собственной лаборатории «Крепком» осуществляется входной контроль поступающей продукции на соответствие стандартным прочностным показателям.
Высокопрочные болты
Среди огромного выбора крепежных элементов болтовые метизы являются одними из самых известных и распространенных. Болт может быть стандартным или высокопрочным. Различие состоит в технических характеристиках сплавов металлов, материалов из которых изготовлен крепеж. Когда стоит выбирать высокопрочные болты, что они собой представляют, чем лучше другого крепежа, рассмотрим подробнее ниже.
Что такое высокопрочный болт

Данный вид крепления имеет несколько классификаций, но наиболее значимой характеристикой является повышенная стойкость перед большими нагрузками. Благодаря этому соединяемые болтовым крепежом конструкции становятся высокопрочными и долговечными. Высокопрочные болты, гайки и шайбы широко используются для металлических конструкций, при выполнении строительных работ и в тяжелой промышленности, машиностроении.
Болт представляет собой стержень из металлического сплава, с нанесенной на него наружной резьбой и головкой, обычно в виде шестигранника, под гаечный ключ. Закрепление производят путем накручивания гайки нужного размера Для равномерного распределения нагрузки используют шайбы.
Область применения

Болтовые соединения высокой прочности предназначены для монтажа сложных строительных конструкций, которые будут подвергаться:
Так как размеры крепежа, предусмотренные ГОСТом, различаются, области применения метизов обширны:
Фрикционное соединение на высокопрочных болтах прекрасно справляется с задачей крепкого и надежного монтажа конструкций, подвергающихся динамическим нагрузкам и вибрациям.
Широкое применение данный крепеж имеет в быту. Он идеален при ремонте квартир, балконов, надежно закрепит любые конструкции на бетонных стенах. Автолюбители не обходятся без таких болтов, ремонтируя свою машину, особенно крепления колес.
Классификация по прочности и маркировке

Данный крепеж изготавливают строго в соответствии с ГОСТом и наносят соответствующую маркировку. Расшифровать ее несложно:
Благодаря маркировке на головке метиза можно быстро выбрать нужный крепеж.
Стали для изготовления болтов

Для изготовления высокопрочных крепежей используют легированную углеродистую сталь повышенной прочности и стойкости. Специальные технологии изготовления включают в себя горячую или холодную высадку заготовок, значительно повышают уровень прочности. Обязательная термообработка в электропечах наделяет изделие антикоррозийными свойствами, многократно повышает прочность, продлевает срок эксплуатации.
Размеры

Размеры высокопрочных болтовых соединений точно соответствуют стандартам ГОСТ 52644:
Точность болтов

Резьбу на высокопрочные метизы наносят с помощью высокоточных специализированных станков-автоматов. Все технические характеристики полностью соответствуют ГОСТу.
Метизами максимально высокого качества считаются высокопрочные крепежи из стали 40х селект. Изделия, выпускаемые под этой маркировкой, имеют превосходные технические характеристики. 40х селект используется для монтажа конструкций больших габаритов и там, где предъявляются высокие требования к надежности.
Технология крепления высокопрочных болтов

Одной из важных составляющих в технологии крепления является четкое фиксирование временного отрезка после подготовки и смазки резьбы до непосредственного использования крепежа. Этот срок не должен превышать 10 суток, что должно указываться в специальном журнале постановки высокопрочных болтов после их доставки от производителя. Если подготовка производилась самостоятельно, то данные также фиксируют, заполняя журнал. Пример порядка крепления болтового соединения:
Подготовка высокопрочных болтов гаек и шайб

Перед началом установки в конструкцию высокопрочные болты, гайки и шайбы подлежат подготовке. В нее входит:
Правила затягивания БВП
Натяжение высокопрочных болтов производится в два этапа:

Отличные технические характеристики соединений, выполненных с помощью высокопрочных болтов, обеспечивают прочность всей конструкции. При условии соблюдения всех инструкций, конструкция будет служить многие десятилетия.