Основные неисправности сварочных инверторов и методы их устранения
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Большинство пользователей подобных сварочных устройств отмечают:
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.
Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.
Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов.
Рекомендации по самостоятельному ремонту
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Ремонт контактно-точечно-искрового сварочного аппарата Ding Xing Jewelry Machine
Попросил знакомый «посмотреть» нерабочий сварочный аппарат. Говорит, что уже отдавал его в ремонт, там сказали что проблема, скорее всего в трансформаторе и ничем помочь не могут. Я, в общем-то, ремонтом не занимаюсь, но на «посмотреть» что-либо обычно соглашаюсь. Посмотреть-то не сложно, ну а вдруг «оно» ещё и отремонтируется – мне не сложно, а люди радуются.
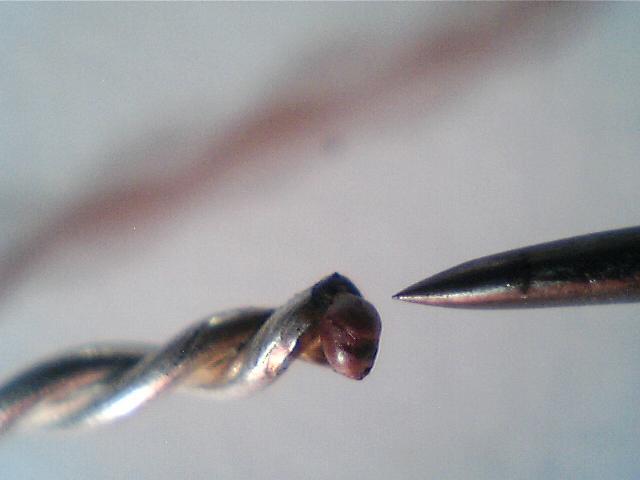
Хозяин аппарата объяснил, что предназначен он для сварки ювелирных изделий точечными одиночными импульсами, управляется ножной педалью и для работы нужна вольфрамовая игла. Сварочный импульс, вроде, есть, но по технологии должна быть ещё «зажигающая» искра, пробивающая расстояние до 1-3 мм, а её как раз нет. Называется всё это чудо – Ding Xing Jewelry Machine (рис.1).

На передней панели аппарата (рис.2) стоят два регулятора режима сварки – длительность и ток импульса, стрелочный индикатор тока со шкалой до 50 А, два винтовых зажима – красный и чёрный (к красному подключается игла, к чёрному – свариваемые детали), круглое гнездо для разъёма ножной педали-переключателя и сетевой выключатель с подсветкой.

На задней стенке расположен сетевой разъём и предохранительная колодка.
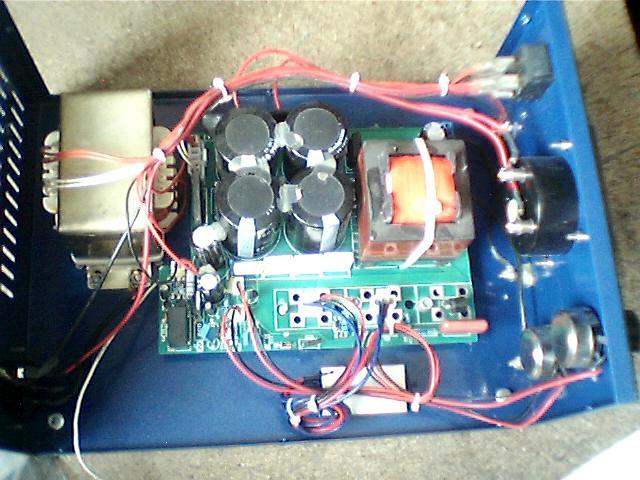
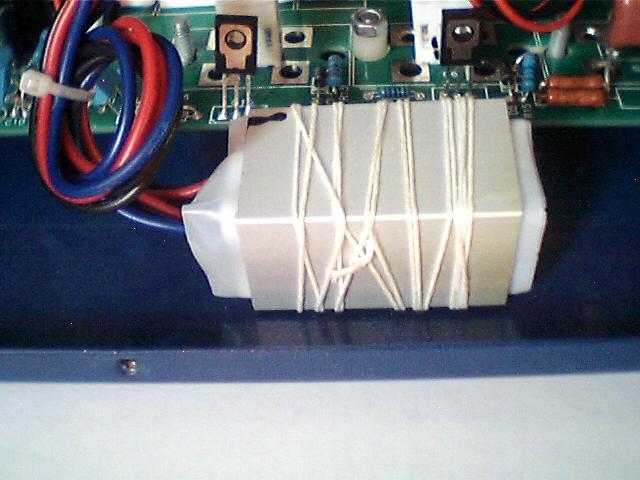
Аппарат показался достаточно лёгким, поэтому сразу же сняли верхнюю крышку (рис.3) и заглянули внутрь – вдруг там чего-нибудь не хватает? Но, нет, вроде всё на месте – небольшой сетевой трансформатор ватт на 100, несколько электролитических конденсаторов и трансформатор на ферритовом сердечнике ещё меньшего размера, чем сетевой. Ещё мелочь какая-то на плате и непонятный белый брусок с подходящими к нему проводами. Почти все соединения с платой разъёмные.
Ладно, забрал аппарат домой, буду «посмотреть».
Дома сразу же полез в Интернет искать схему. И, конечно же, надеялся, что кто-нибудь уже ремонтировал такое «чудо» и поделился впечатлениями. Ан, нет. Ничего подходящего не нашёл. Даже нормального описания работы с ним… Ладно, тогда начнём с осмотра.
Плата к днищу корпуса крепится с одного края на трёх стойках сделанных из винтов М4 (рис.4), а с другого была когда-то приклеена термоклеем к резиновой бобышке (ножка корпусная, видна на фото слева на заднем плане). Клей, конечно же, уже оторван (или сам отвалился).
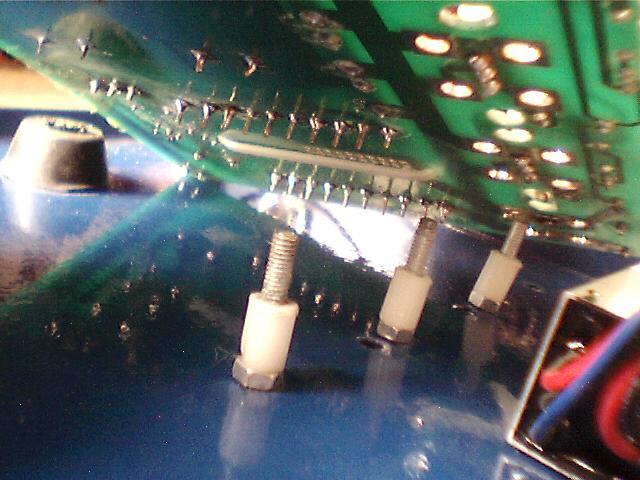
К стойкам плата прикручивается гайками через изолирующие прокладки (рис.5). На рисунке видно, что с транзистора Q10 стёрта маркировка. Как оказалось, маркировка стёрта и со всех остальных транзисторов и со стабилизатора питания тоже (рис.6). Шифруются, однако…

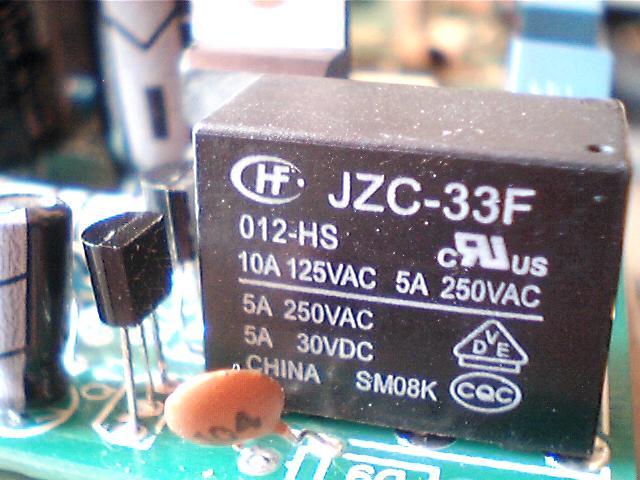
Реле, видимое в нижнем правом углу предыдущего фото, более подробно показано на рисунке №7:
Провода к амперметру, что стоит на передней панели аппарата, идут от шунта, выполненного из эмалированного медного провода (рис.8). Провода припаяны, разъёма нет. Даже рядом. Возможно, что сначала подразумевалось прибор подключать в другое место схемы.
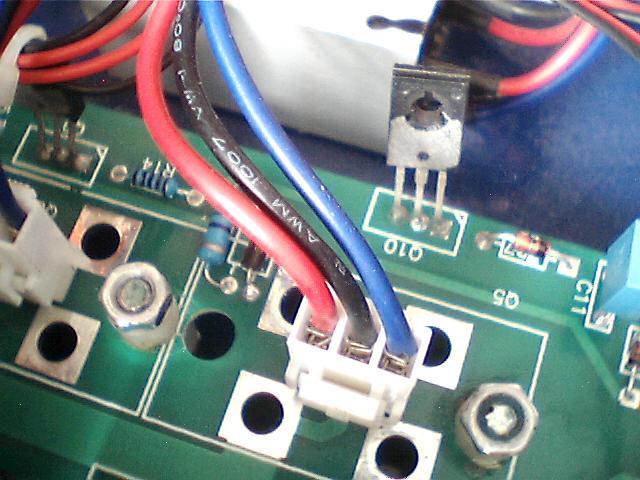
На рисунке №9 показан разъём, по которому подаётся питание с силового трансформатора. Видны вставленные спички – наверное, это уже «наши» доработки…

На рисунке №10 тот же разъём, но фото сделано уже с платы, вытащенной из корпуса аппарата. Учитывая две пары проводов, подходящих к этому разъёму и два выпрямительных моста около него, можно сделать предположение, что схема питается двумя напряжениями и одно из них достаточно высоковольтное. Скорее всего, оно и является «сварочным». А второе, низковольтное, питает схему управления.
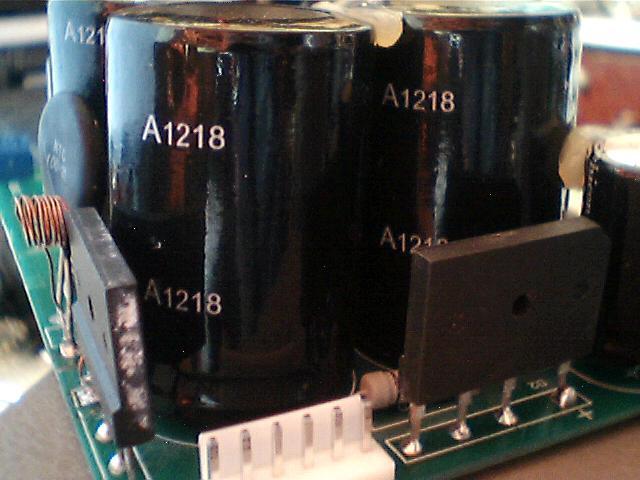
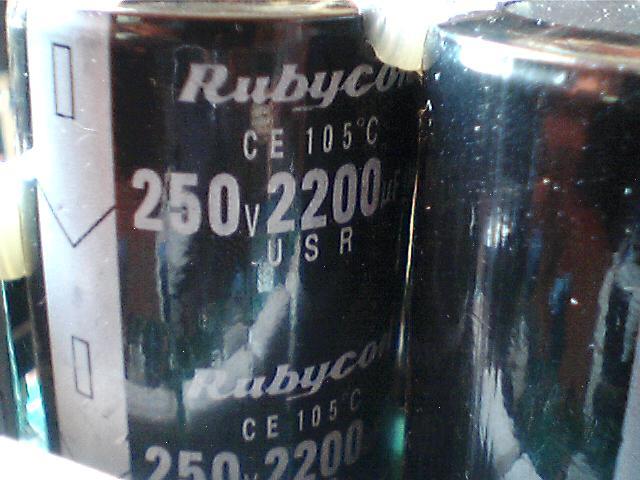
Электролитические конденсаторы на 250 В и 2200 мкФ стоят марки Rubycon (рис.11 и рис.12). Четыре белых прямоугольника перед ними на рисунке №11 – это резисторы сопротивлением 0,1 Ом и мощностью по 5 Вт.
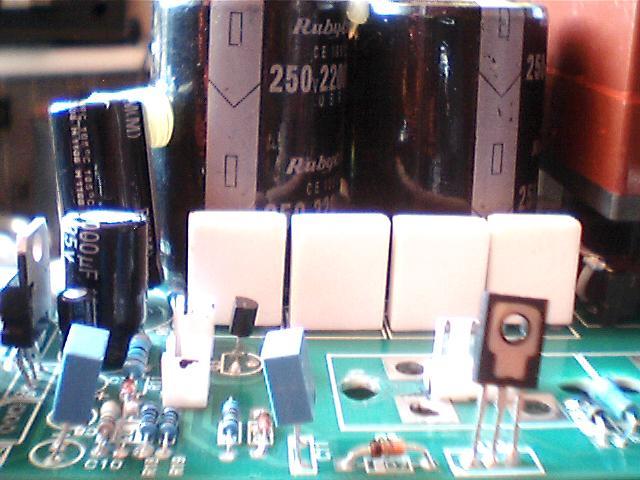
В другом углу платы стоят ещё два таких же резистора и электролитический конденсатор Nichicon 2200 мкФ 50 В (рис.13). Справа на фото – радиатор, к которому прикручен мощный транзистор Q2 в корпусе TO-247.
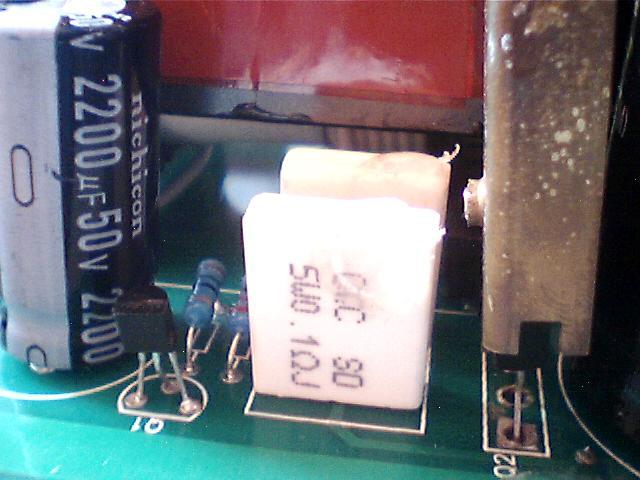
Надо полагать, что если в приборе применяются конденсаторы именно таких марок, то высока вероятность того, что в этих частях схемы повышена требовательность к низкому сопротивлению источников питания при импульсной сильноточной нагрузке.

В этом же углу печатной платы нанесена маркировка «S1878» (рис.15). Так как больше никаких опознавательных данных нет, то очень вероятно, что эти цифры относятся к версии аппарата.

Фото непонятного белого бруска, прикрученного к днищу, показано на рисунках №16…18.



Брусок похож на отпиленный кусок дюралюминиевой трубы прямоугольного профиля, в который что-то вставлено и залито эпоксидной смолой. Смола не очень твёрдая – царапается кончиком ножа и, наверное, можно будет попробовать расковырять её. Но для начального понимания, хорошо было бы на схему глянуть – куда этот «брусок» подключается. Беглый осмотр дорожек, подходящих к разъёмам, ничего не прояснил – чёрные и синие проводники на плате соединяются между собой, синие идут к четырём пятиваттным резисторам, красные – раздельно к мелким резисторам с диодами (но, похоже, что одинаковым по номиналам), чёрные – к одной из обмоток ферритового трансформатора. Тестер показывает, что между чёрным и синим выводами стоит диод. Контакты одного разъёма никак не «звонятся» с контактами другого. Очень похоже, что это два раздельных транзистора. Скорее всего, IGBT или полевые. Надо срисовывать схему с платы …
К обеду следующего дня схема аппарата стала более-менее понятной (рис.19). И хоть «рожицы» всех активных элементов были ободраны и где какие выводы у них было не ясно, но по схемотехнике узлов становилось понятно, кто что делает и за что отвечает.
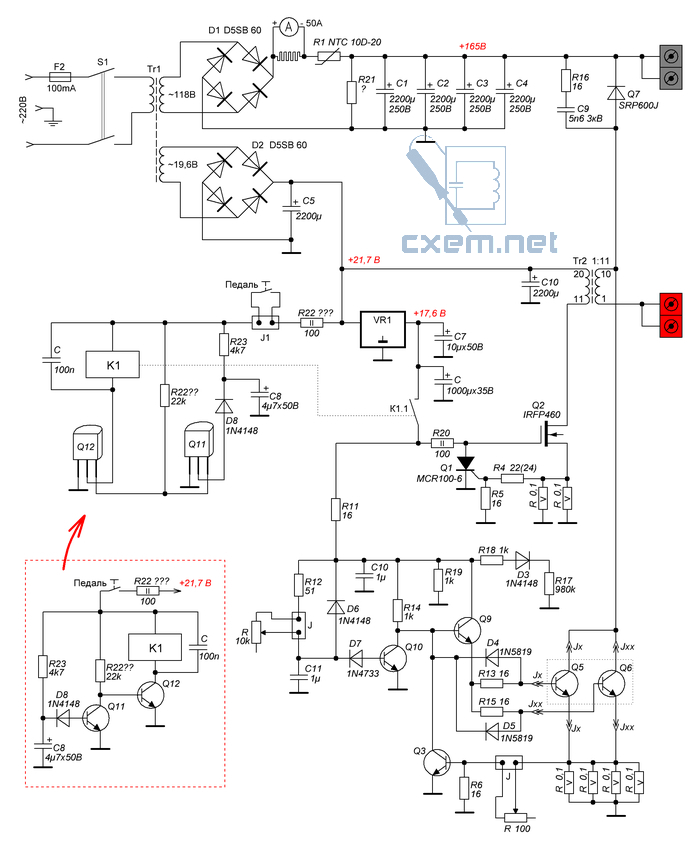
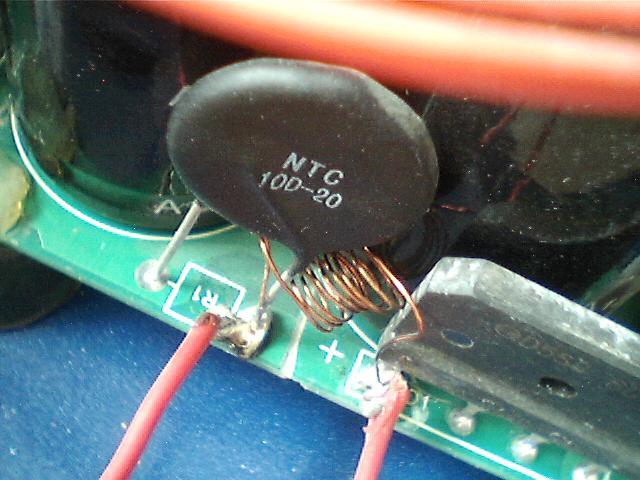
Схему можно разделить на две части в соответствии с уровнями питающих напряжений. Первая часть, высоковольтная – это та, что запитывается от обмотки трансформатора Tr1 с напряжением 118 В. Выпрямленное мостом D1 напряжение проходит через токовый шунт, ограничительный терморезистор R1, фильтруется конденсаторами С1…С4 и поступает на чёрный винтовой зажим на передней панели аппарата. Здесь всё сразу понятно.
Вторая часть, низковольтная, питается от 19,6 В – это все остальные элементы. Они служат для создания искры (импульса пробоя) на выводах вторичной обмотки трансформатора Tr2 и для разряда в этот же момент накопленной конденсаторами С1…С4 энергии в место сварки. Разряд происходит через вторичную обмотку Tr2 и через транзисторы Q5, Q6 (они, скорее всего, IGBT).
Есть две неожиданности в той части схемы, куда подаётся напряжение через педаль. Первая – это то, что два резистора имеют одинаковую нумерацию «R22» (помечены вопросительными знаками). Вторая – то, что катушка реле зашунтирована конденсатором 100 нФ (он виден на переднем плане на рисунке №7). Конденсатор впаян вместо диода, место установки которого обозначено на плате как D9.
Схема на транзисторах Q11 и Q12 отвечает за кратковременное включение реле К1 при нажатии на педаль. Если рассматривать работу этого узла в схемотехнике, показанной в обведённой пунктиром схеме, то в момент подачи питания транзистор Q11 должен быть закрытым (так как С8 ещё разряжен), а соответственно, Q12 открывается током, проходящим через R22 (тот, который в коллекторе Q11). Реле К1 включится. Когда конденсатор С8 зарядится через R23, напряжение на базе Q11 повысится, он откроется и закроет Q12. Реле отключится. Чтобы включить реле ещё раз, надо отпустить педаль, дать некоторое время для разряда конденсатора С8 и опять нажать педаль.
Работа других частей схемы тоже понятна – при нажатии на педаль срабатывает реле К1 и напряжение со стабилизатора VR1 через контакты К1.1 поступает на резисторы R11 и R20. Если смотреть в сторону R20, то это напряжение открывает силовой транзистор Q2, нагрузкой которого является первичная обмотка трансформатора Tr2. Трансформатор начинает накапливать энергию и ток в обмотке растёт до того момента, пока напряжение падения на двух резисторах по 0,1 Ом и R4R5, стоящих в истоке транзистора, не станет достаточным для открывания тиристора Q1. Напряжение на затворе Q2 пропадает, транзистор закрывается и трансформатор отдаёт накопленную энергию во вторичную обмотку. Трансформатор Tr2 – повышающий, его первичная обмотка имеет 6 витков, вторичная 66. Если расстояния между проводниками, подключенным к чёрному и красному разъёмам аппарата, будет достаточным для пробоя, то возникает искровой разряд.
В то же время, когда напряжение подаётся на R20, оно же поступает и через резистор R11 на транзисторы Q10, Q9, Q3. На них собран узел, открывающий на некоторое время транзисторы Q5, Q6 (через них разряжаются конденсаторы С1…С4) и поддерживающий разрядный ток на заданном уровне. Происходит это так – при появлении напряжения питания оно через R14 поступает на базу Q9. Этот транзистор выполняет роль эмиттерного повторителя – с него напряжение поступает на базы транзисторов Q5, Q6. Открывшись, эти транзисторы могут пропускать через себя весь сварочный ток. Датчиком силы этого тока являются четыре резистора сопротивлением по 0,1 Ом, включенные параллельно. Напряжение падение с них поступает на регулируемый делитель, образованный постоянным резистором R6 и переменным резистором 100 Ом, стоящим на передней панели аппарата и являющимся регулятором сварочного тока. Когда напряжение на базе Q3 достигнет уровня открывания транзистора, он, естественно, начинает открываться и уменьшать напряжение на базе транзистора Q9 и запирать Q5, Q6, чем вызывает уменьшение протекающего через них тока. Понятно, что этот процесс не может продолжаться долго – ведь конденсаторы С1…С4 разряжаются и напряжение на них уменьшается, поэтому в схему внесены элементы, ограничивающие время сварочного импульса – через резистор R12 и переменный резистор сопротивлением 10 кОм происходит заряд конденсатора С11 (как и в схеме включения реле К1). Когда напряжение на базе транзистора Q10 будет достаточно для его открывания, он откроется и зашунтирует собой базу Q9 на «землю». Чем вызовет полное закрывание силовых транзисторов Q5 и Q6 и прекращение сварочного импульса.
Для удовлетворения любопытства, решил разобрать этот «брусок» и посмотреть, что же там точно находится. Сточил одну грань алюминиевого корпуса и вынул внутренности (рис.20). Действительно, что-то залито, и это «что-то» было предварительно засунуто в термоусадочную трубку и приклеено термоклеем к внутренним противоположным боковинам профиля.

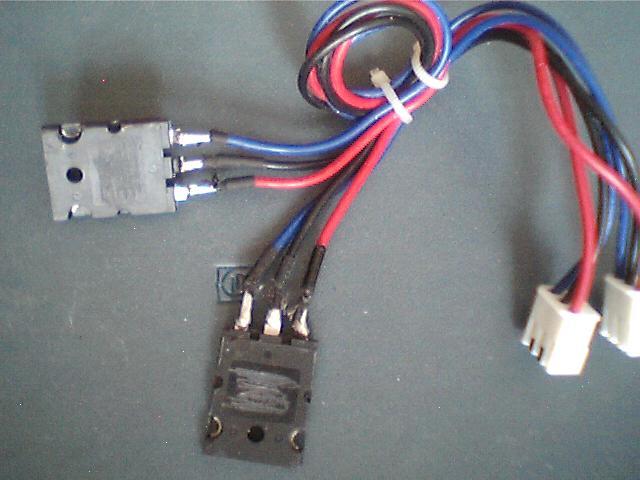
Вскрытие термоусадки показало, что под ней скрывается «что-то» в корпусе TO247 (рис.21).

Обкусав кусачками и расковыряв жалом нагретого паяльника клей по краям болванки стало возможным достать транзистор (рис.22 и рис.23)


Маркировка и здесь содрана (рис.24). Жаль, конечно, но этого и следовало ожидать. Но зато душа успокоилась и теперь стало более-менее понятно, что там скрывалось (рис.25)

Теперь всё это надо назад в алюминиевый профиль «упаковать». Приклеил транзисторы к оставшейся болванке-заливке, обмотал в три слоя фторопластовой лентой, аккуратно засунул в профиль и туго обмотал сверху толстыми нитками (рис.27). Проверил, что нигде ничего не сломано и не замыкает и пропитал всё это клеем БФ-2, разведённым в спирте. Сутки на сушку.
Теперь, когда схема аппарата есть и в целом понятно, как он должен работать, надо искать неисправность. Ещё во время срисовывания схемы обратил внимание, что транзистор Q2 был «паяный» и одна дорожка около переходного отверстия была порвана, а потом восстановлена. Прозвонка транзистора прямо в схеме показала, что он «звонится» по всем ножкам, показывая на переходе сток-исток (и наоборот) сопротивление около 2 Ом. Кстати, его маркировка была сцарапана не очень сильно и по остаткам символов можно было догадаться, что это транзистор IRFP460. Однако… 500 В и до 80 А в импульсе…
Таких транзисторов «в тумбочке» не было, поставил три в параллель IRF630. Сварочник ожил, начал «искрить», но искра была короткая, много меньше полумиллиметра. Хозяин аппарата посмотрел на неё, попробовал сам и сказал «не правильно»…
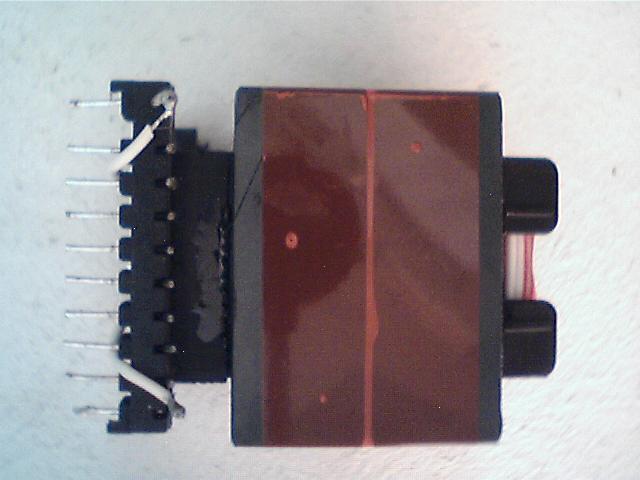
Опять разбираю корпус, вытряхиваю внутренности и пытаюсь определить, что же может ещё не работать. Решил разобрать трансформатор, посмотреть, а нет ли межвиткового замыкания во вторичной обмотке. Выводы выпаянного трансформатора фотографирую для того, чтобы потом назад всё так же намотать и не перепутать начала и концы обмоток (рис.28 и рис.29).

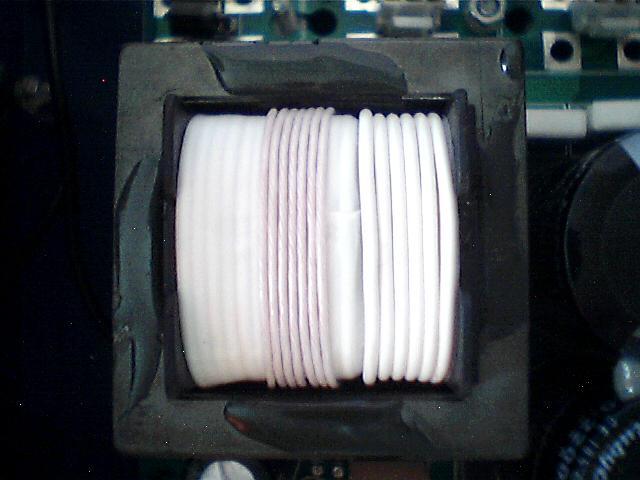
Провод для намотки обеих обмоток использован достаточно тонкий, многожильный. Но в толстой изоляции. На ощупь она мягкая и шершавая и кажется, что прилипает к рукам. При 66-ти витках вторичная обмотка имеет сопротивление 1 Ом по постоянному току. Намотана ближе к сердечнику.
Пока занимался разматыванием, обратил внимание, что сердечник слегка намагничен и притягивает мелкие металлические шайбы и стружку. Ну и, в общем-то, это единственное, что узнал нового – подозрения на межвитковое замыкание не оправдались, всё внутри было чисто и аккуратно. Трансформатор до меня не разбирали. Собрал всё назад, впаял, проверил – всё осталось как и было, искры практически нет. Для эксперимента домотал ко вторичке ещё 6 витков толстым проводом МГТФ (рис.30) но ничего не поменялось.
Вспомнил, что забыл размагнитить сердечник. Выпаял транзистор Q2 и подключил первичку трансформатора к выходу усилителя НЧ вместо акустики. На вход усилителя подал синусоидальный сигнал частотой 100 кГц и пошёл варить кофе. По прошествии некоторого времени, потраченного на выпивание чашки кофе и просмотра новостей, выключил усилитель и проверил сердечник. Намагниченность пропала. Впаял транзистор, включил аппарат – искра есть и её длина увеличилась примерно до 1 мм. Уже хорошо… Но хозяин сварочника говорил, что должна быть и 3 мм. Звоню ему, прошу при случае купить «родной» транзистор – IRFP460.
Буквально через несколько дней транзистор был впаян и аппарат заработал так, как ему и было положено. Провёл небольшую профилактику платы и всех разъёмов (почистил, помыл, подогнул), сделал несколько проб по свариванию выводов резисторов (рис.31) и отнёс хозяину.
Теперь вот думаю, что и мне такую же игрушку надо… 🙂
Андрей Гольцов, r9o-11, г. Искитим, февраль 2015
Причины поломок сварочных инверторов и их устранение
Для ремонта сварочного инвертора своими руками требуется совсем немного: некоторые познания в электротехнике, элементарные радиолюбительские навыки, обычный мультиметр и паяльник, пригодный для пайки печатных плат. Дополнительным стимулом к принятию решения о самостоятельном ремонте станет результат изучения прейскурантов сервисных предприятий, особенно если сварочный аппарат стоит меньше десяти тысяч рублей. Для того чтобы понять принцип работы и устройство сварочного инвертора, достаточно популярной литературы, которая в изобилии присутствует в интернете. Облегчает задачу и тот факт, что внутренняя компоновка и состав основных модулей у всех аппаратов бытового назначения практически одинаковы (см. рис. ниже).

Рисунок 1 — Устройство сварочного аппарата
Назначение оборудования и особенности его конструкции
Основным назначением любого инвертора является формирование постоянного сварочного тока, который получают путем выпрямления высокочастотного переменного. Использование именно высокочастотного переменного тока, преобразованного посредством специального инверторного модуля из выпрямленного сетевого, обусловлено тем, что силу такого тока можно эффективно увеличивать до требуемой величины при помощи компактного трансформатора. Именно данный принцип, положенный в работу инвертора, позволяет такому оборудованию иметь компактные размеры при высокой эффективности.
Функциональная схема работы сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики, включает в себя следующие основные элементы:
Схема сварочного инвертора содержит и ряд других элементов, которые улучшают его работу и функциональность, но основными из них являются вышеперечисленные.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.
Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Общая информация
Транзисторы — что это такое? Наверняка каждый, кто хоть раз сталкивался с ремонтом или банальной разборкой радиоэлектроники, слышал этот термин. Говоря простыми словами, транзистор — это электронная деталь с выводами, изготовленная из полупроводникового материала. Основная функция транзистора — это усиление или генерирование электрических сигналов, поступающих извне. Также с помощью транзисторов выполняется коммутация.
На данный момент транзисторы есть в любом электронном приборе и являются один из важнейших компонентов. В середине прошлого века сразу несколько ученых получили Нобелевскую премию за изобретение транзистора. И с тех пор это небольшое приспособление кардинально изменило мир электроники.
Транзисторы очень маленькие и компактные. Они экономичны, их производство стоит недорого. Несмотря на свой скромный размер, транзистор устойчив к механическому воздействию и долговечен. Также транзисторы способны исправно работать при низком напряжении и при высоких значениях тока. Именно благодаря этим достоинствам к концу 20-го века транзисторы стали неотъемлемой частью каждого электронного прибора. В том числе, у инверторных сварочных аппаратов.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.
Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные.
Следы попадания жидкости внутрь корпуса инвертора
Блоки управления
Задающий генератор или широко импульсный модулятор используется в качестве основы для блока управления. Если на основе генератора собрана схема, то в качестве него используется микросхема.
Кроме неё, резонансный дроссель размещается на плато, а помимо них ещё и конденсаторы. Их устанавливают в количестве 6 или 10 штук. Трансформатором обеспечивается схема управления каскадного типа.
В большинство моделей инверторов схема защиты собрана на плато силового блока для обеспечения надёжной защиты соответствующего элемента. Для эффективной защиты от перегрузок при использовании оборудования в нём используется схема на базе микросхемы 561 ЛА 7.
Снабберы применяются в системе защиты выпрямителей и преобразователей на основе резисторов и конденсаторов К78–2. Установка термовыключателя позволяет обеспечить надёжную тепловую защиту элементов силового блока.
Основные причины неисправности сварочных инверторов
Даже самый современный надёжный сварочный инвертор при продолжительной эксплуатации выходит из строя. Причины поломок могут быть самыми разными. Чаще всего это связано с короткими замыканиями в электрических схемах. Они возникают из-за попадания туда влаги.
В некоторых случаях неисправным аппарат становится из-за попыток сварщика производить работы, на которые это оборудование не рассчитано.
Например, некоторые специалисты используют сварочный инвертор небольших габаритов для операций по резке железнодорожного рельса. Решение такой задачи с помощью этого оборудования, конечно же, приведёт к серьёзным перегрузкам и как следствие, к выходу оборудования из строя.
Распространенные неисправности
Наиболее распространенными неисправностями, с которыми сталкиваются при эксплуатации инверторов, являются следующие.
Неустойчивое горение сварочной дуги или активное разбрызгивание металла
Такая ситуация может свидетельствовать о том, что неправильно выбрана сила тока для выполнения сварки. Как известно, данный параметр выбирается в зависимости от типа и диаметра электрода, а также от скорости выполнения сварочных работ. Если на упаковке электродов, которые вы используете, не содержится рекомендаций по оптимальной величине силы тока, можно рассчитать ее по простой формуле: на 1 мм диаметра электрода должно приходиться 20–40 А сварочного тока. Следует также учитывать, что чем меньше скорость выполнения сварки, тем меньше должна быть сила тока.
Зависимость диаметра электродов от силы сварочного тока
Прилипание электрода к поверхности соединяемых деталей
Такая проблема может быть связана с рядом причин, при этом в основе большинства из них лежит пониженное питающее напряжение. Современные модели инверторных аппаратов работают и при пониженном напряжении, но, когда его величина спускается ниже минимального значения, на которое рассчитано оборудование, электрод начинает залипать. Падение величины напряжения на выходе оборудования может происходить в том случае, если блоки устройства плохо контактируют с панельными гнездами.
Устраняется такая причина очень просто: очисткой контактных гнезд и более плотным фиксированием в них электронных плат. Если провод, при помощи которого инвертор подключен к электрической сети, имеет сечение меньше 2,5 мм2, то это также может привести к падению напряжения на входе аппарата. Это гарантированно произойдет и в том случае, если такой провод имеет слишком большую длину.
Если длина питающего провода превышает 40 метров, использовать для сварки инвертор, который будет подключен с его помощью, практически невозможно. Напряжение в питающей цепи может упасть и в том случае, если ее контакты подгорели или окислились. Частой причиной залипания электрода становится недостаточно качественная подготовка поверхностей свариваемых деталей, которые необходимо тщательно очистить не только от имеющихся загрязнений, но и от оксидной пленки.
Выбор сечения сварочного кабеля
Невозможность начать сварочный процесс при включенном аппарате
Такая ситуация часто возникает в случае перегрева инверторного аппарата. На панели устройства при этом должен загореться контрольный индикатор. Если же свечение последнего малозаметно, а функция звукового оповещения у инвертора отсутствует, то сварщик может просто не знать о перегреве. Такое состояние сварочного инвертора характерно и при обрыве или самопроизвольном отсоединении сварочных проводов.
Самопроизвольное выключение инвертора при выполнении сварки
Чаще всего такая ситуация возникает в том случае, если подачу питающего напряжения отключают автоматические выключатели, рабочие параметры которых неправильно подобраны. При работе с использованием инверторного аппарата в электрическом щитке должны быть установлены автоматы, рассчитанные на ток не менее 25 А.
Невозможность включить инвертор при повороте тумблера
Скорее всего, такая ситуация свидетельствует о том, что в питающей электрической сети слишком низкое напряжение.
Автоматическое отключение инвертора в ходе продолжительной сварки
Большинство современных инверторных аппаратов оснащены температурными датчиками, которые автоматически отключают оборудование при повышении температуры в его внутренней части до критического уровня. Выход из такой ситуации только один: дать сварочному аппарату отдых на 20–30 минут, в течение которых он остынет.