Anet A8 и автокалибровка стола. ч2. Миграция на Marlin 1.1.8 и конфигурация для автоуровня LJ18A3-8-Z/BX.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
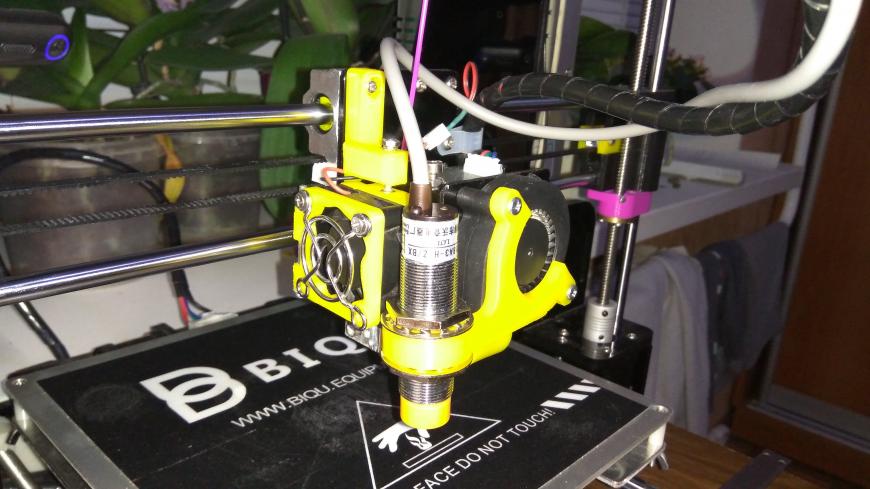
Часть 2. Установка индукционного или емкостного датчика(зонда) уровня стола.
Это продолжение эпопеи одного принтера. Ознакомиться с первой частью.

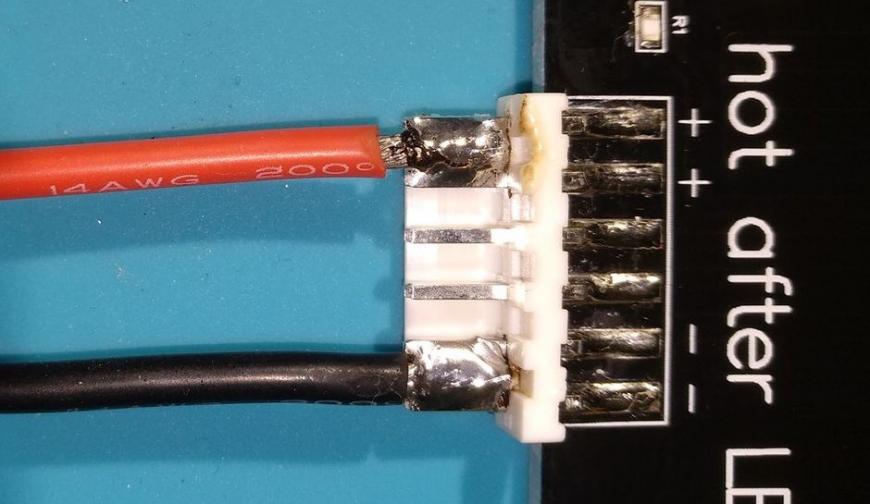
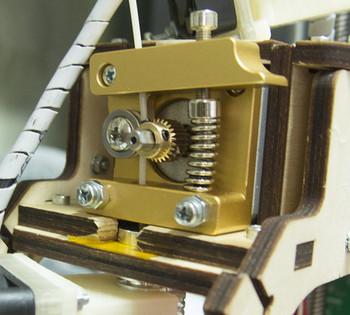
В общем шутки в сторону, расключение зонда:

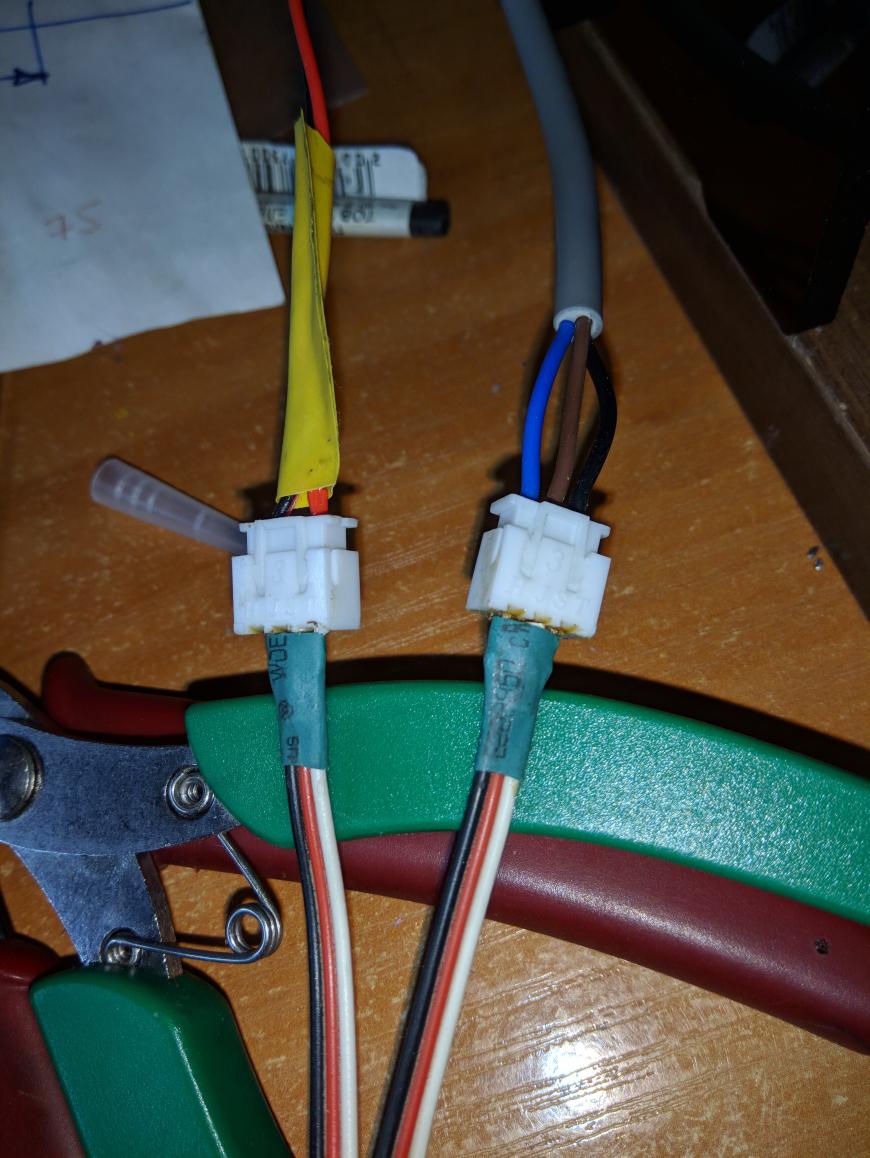
Как правильно называются такие коннекторы я не нашел. Одно из названий CHU-3 Цыфра обозначает кол-во контактов. Вот с этим названием и фоткой приставал к продавцам на базаре.:)
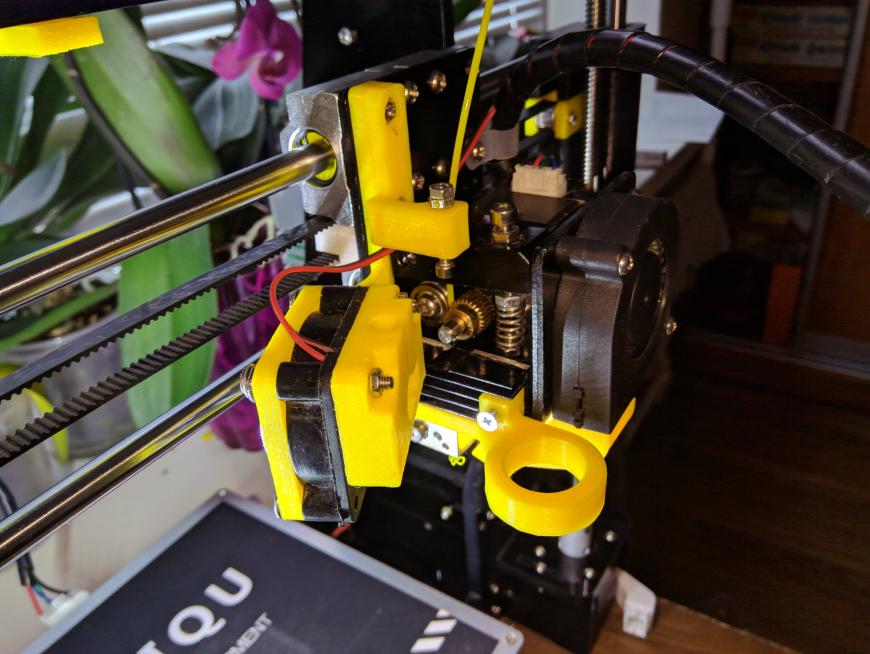
Дальше установил зонд и пошел анализ получившейся конструкции. Через управление слайсером подвел зонд к левому переднему краю стола XY(0,0) и померил расстояние, по осям, от края стола до ценра сопла.
Отправляем все оси домой. Последней хоумится ось Z и по окончании поднимает экструдер на 10мм оставляя его в середине стола. Через управление принтером в слайсере опускаем Z к столу на 10мм, потом по миллиметру, потом по 0,1мм и регулируем первый слой бумажным листом. После регулировки на табло принтера мы увидим отрицательное число оси Z. В моем случае ‘Z-3.6‘Это значение и будет нашим OFFSET-ом оси Z Можно внести его через кнопки принтера или командой M851 Z-3.6 и сохраняем это значение в памяти принтера командой М500 или кнопками принтера через меню. Так же можно это значение вписать в конфигурационный файл
Теперь настал черед подправить стартовый скрипт в слайсере. Ниже мой пример:
M140 S[bed0_temperature] ; Прогрев стола без ожидания
M109 S[extruder0_temperature] ; прогрев экструдера с ожиданием
G90 ; установитm абсолютное позиционирование
G21 ;установить метрическую систему
M82 ;установить экструдер в абсолютный режим
M117 Auto home now
G28 ; захоумить все оси
G29 ; запустить автоматическое выравнивание
M117 Moving up on 5 mm.
G1 Z5 E-2 F3000 ; поднять сопло 5 мм и втянуть филамент(ретракт) на 2мм
G90 ; установитm абсолютное позиционирование
M116 ; ожидание прогрева всех нагревателей(экструдер и стол)
M190 S[bed0_temperature] ; ожидать прогрев стола
G92 E0 ;обнулить значение пути экструдера
G1 F200 E5 ;подать в экструдер 5мм филамента.
Можно обойтись и просто командами G28 и G29, но я уже привык когда мне принтер еще и на экране что-то пишет. 😉
Еще в слайсере Simplify3D, в разделе Post Processing в поле Additional terminal commandsfor post processing дописал такой скрипт:
Теперь в последней строчке на экране, во время печати, принтер пишет какой слой печатается и какая текущая высота слоя.На этом вторая часть окончена.
Равномерной всем экструзии.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
DiyTronic
Калибровка стола 3d принтера без всяких датчиков
Как известно для качественной печати на 3D принтере необходимо тщательно выровнять поверхность стола. К сожалению сделать это не всегда возможно. Довольно часто стол представляет собой криволинейную поверхность и даже использование стекла не позволяет полностью решить эту проблему. По счастью в последних прошивках Marlin всё больше и больше внимания уделется возможности калибровки поверхности стола. Полностью автоматическая калибровка требует применения дополнительных датчиков, что не всегда доступно, но кроме неё есть возможность калибровки стола в ручном режиме. Именно об этом я и хочу рассказать.
Добавляем поддержку автокалибровки в прошивку
Включаем поддержку ручной калибровки
Задаём опции сетки
Внимание! Не использовать больше 7 точек на ось. Это ограничение прошивки.
Добавляем пункты в меню принтера
Скрипт выполняемый после калибровки. Тут по умолчанию какие-то телодвижения экструдером, не факт что они нужны. Не уверен на этот счёт.
После этого заливаем обновлённую прошивку.
Калибруем стол
Для ручной калибровки используется так называемый Mesh Bed Leveling (MBL). Т.е. способ калибровки по массиву точек. Соответственно поверхность стола разбивается на сетку и по узлам сетки производятся замеры Z координаты перемещением вручную оси Z. Собствено для измерения нужен только лист бумаги и прямые руки.
В каждой точке под сопло экструдера подкладываем лист бумаги и движением оси Z (либо посылая специальную G команду через ПО с компьютера, либо через меню принтера) добиваемся такого состояния когда лист под экструдером ещё можно свободно двигать, а уменьшение положения экструдера на один шаг уже мешает листу перемещаться. После этого текущая точка записывается и продолжаем со следующей и так до конца.
В конце процесса, когда все точки измерены, записываем результаты в энергонезависимую память принтера и собственно этого достаточно. В дальнейшем не нужно настраивать поверхность перед каждым использованием — будут использованы сохранённые значения.
По умолчанию для калибровки используется сетка 3×3 т. е. 9 точек, но при желании можно задать в прошивке другое количество (не более 7 на ось, т. е. не более 49 всего).
Для дополнительного увеличения точности калибровки можно перед её выполнением разогреть стол и экструдер до рабочих температур. Это позволит учесть и скомпенсировать температурные расширения.
Через внешнюю программу
Для калибровки стола есть специальная команда G29
Через меню принтера
Выбираем в меню Presets следующие пункты


После чего видим на экране следующую надпись и наблюдаем как принтер паркуется в домашнюю позицию

Затем принтер предлагает нам кликнуть по энкодеру.

После клика экструдер переходит к первой точке
И мы видим регулировку оси Z.

Далее двигая рукоятку энкодера выставляем требуемый зазор как было описано выше.

Кликом по энкодеру сохраняем значение и перемещаемся к следующей точке. Повторяем калибровку каждой точки (всего их 9 штук). После последней точки принтер выполнит парковку и покажет нам следующее:

На этом процесс калибровки можно считать законченым и нужно сохранить настройки в память принтера.

Итого
В моём случае даже такая ручная калибровка позволила существенно улучшить качество печати. Причём заметно невооружённым взглядом. Дополнительным бонусом стало то, что перестал мазать стекло клеем для лучшего прилипания — в связи с тем, что после калибровки принтер учитывает неровности стола первый слой теперь укладывается абсолютно ровно и прилипает просто отлично. Опять же это сразу видно. Раньше из-за неровностей одна часть прилипала хуже и в результате без покрытия клея модель отваливалась.
В общем крайне рекомендую сделать калибровку если вы её ещё не сделали. Как минимум не будет хуже и почти наверняка результаты печати значительно улучшатся.
Автоуровень стола Анет а6 на серве
Статья относится к принтерам:
Добрый день друзья.
Уже давно пользуюсь принтером Prusa i3 a6 и просто очень надоело ‘буквально’ перед каждой печатью проводить калибровку уровня стола. Печатаю на стекле, использую для абс клей карандаш ‘brauberg’ как лучшее средство для адгезии, порой очень сложно отодрать деталь от стекла, при этом нарушается калибровка. Всерьез задумался об автоматической калибровке стола. Из вариантов: индуктивный датчик и кнопка на сервоприводе. Так как я печатаю на стекле, то многие говорят что этот датчик отзывается только на непрозрачные поверхности, поэтому этот датчик отпадает, да и заказывать его и ждать не хочется. Второй вариант мне понравился больше, серву найти не сложно да и как по мне, то с кнопкой надежнее. С подключением индуктивного датчика к анету не вызывает проблем, а вот с сервоприводом у меня затруднения. Куда его подключить на анетовской плате?? Поковырявшись на форумах не нашел полного ответа на этот счет. Подскажите пожалуйста как все-таки подключить серву. Прошил анет на марлин 1.1.1. Можно было бы пойти более надежным путем, найти на плате свободные пины атмеге и на них поставить управляющий контакт серве и указать их в прошивке, но может кто с этим сталкивался и подскажет. Спасибо заранее.
Популярные вопросы
Переделать на дерект.
Печатаю пластиком PETG. И так получается, что скорость печати с ним маленькая пропусков-подрезов на заполнении мень.
Датчик толщины филамента никто не изобретал?
Именно толщины. Не обрыва.
А то тут прикупил филамент, отправил деталь на печать, в результате деталь в мусорку, мотор подачи горячий.
Anet A6. Эволюция стола.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Доброго времени суток, Уважаемые!
Тема стола принтера Анет А6, да и не только его, здесь обсуждалась не один раз.
Проблемы с нагревом, с калибровкой и с прочими нюансами, коснулись практически каждого.
Разумеется и меня, в процессе эксплуатации ‘Аньки’, эти проблемы не обошли стороной.
Вот, собственно, своими способами их решения, я и хочу с вами поделиться.
Я никоим образом не хочу позиционировать своё повествование, как некий сборник советов и рекомендаций.
Я всего лишь хочу рассказать о тех недостатках и проблемах, с которыми я столкнулся, и способах их решения, исходя из моих умозаключений.
Постараюсь дать ссылки на все те модели, которые я использовал, а также ссылки на модели, которые были худо-бедно адаптированы мной под А6.
Надеюсь что информация, которую я изложу ниже, окажется кому-то интересна и полезна.
Ведь несмотря на то, что в сторону Anet A6 изливается достаточно много негатива, новые владельцы этой модели принтера появляются на портале достаточно часто.
Сборка той части принтера, которая относится к столу, была произведена в соответствии с инструкцией.
Единственное, что я изменил, это расположение поперечной пластины Н-образного основания стола. Китайцы предлагают установить её поверх продольных направляющих.
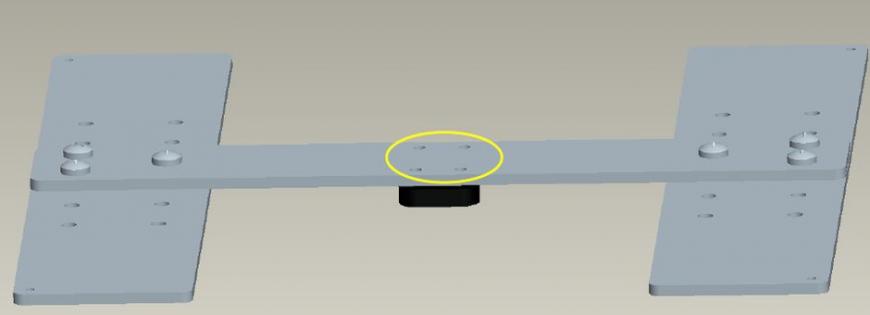
Я закрепил её снизу относительно продольных пластин, поскольку ещё до начала сборки принтера читал про слишком высокое расположение точки крепления ремня оси ‘У’. При нижнем расположении поперечной пластины точка крепления ремня получалась на 6 мм ниже. Хоть так, пока не напечатал нормальное крепления ремня.
Ещё, как и многим, здесь присутствующим, мне не понравилась идея китайцев о необходимости регулировки стола при помощи отвёртки, посредством вращения винтов и удерживая барашки пальцами. Ну или наоборот, как вариант.
А, если посмотреть видеоинструкцию от китайцев, то видно, как, при затягивании регулировочных винтов прогибается Н-образное основание стола. При таком подходе, я думаю можно не только деформировать основание, но и погнуть направляющие. А потом удивляться, почему стол не калибруется.
Поэтому винты были сразу намертво затянуты гайками к столу, резьбовые отверстия в Н-образном основании рассверлены сверлом 4 мм, сняты фаски, дабы винты резьбой не цеплялись и регулировка свелась к простому вращению барашков.

Потом и от барашков отказался. Но об этом потом.
Итак, сборка была закончена. Стол откалиброван. Принтер включен. И. Он заработал!
Сразу была напечатана первая модель с карты CD, пластиком ПЛА из комплекта.

Получилось не плохо.
Но люфт и грохот подшипников. Это пипец! К этому я был не готов.
Это при том, что перед установкой подшипники были промыты и тщательно смазаны.
Кроме шума, издаваемого подшипниками, возникло беспокойство за сохранность поверхности направляющих.
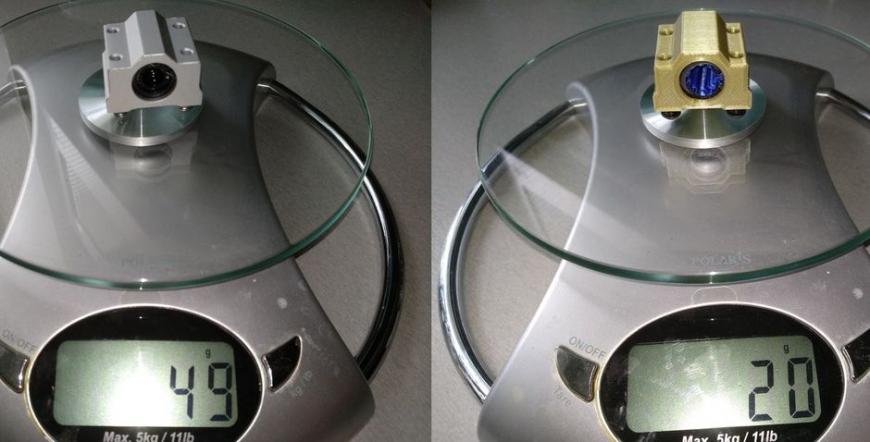
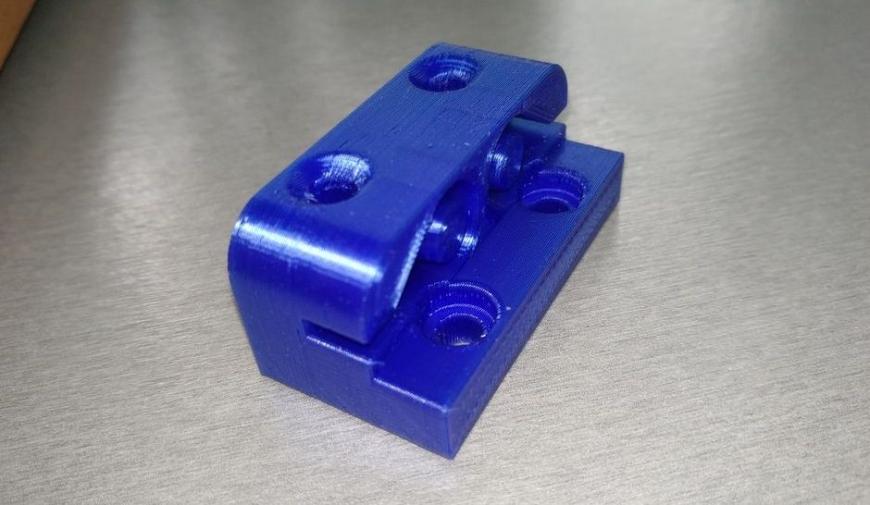
Обратившись к сайту thingiverse.com и напечатав несколько вариантов втулок для стола, был выбран вот ЭТОТ вариант.
Раньше там была ссылка вот на ЭТУ страницу. На ней в комментариях доступен для скачивания готовый профиль печати этих втулок для Cura 15.04.6. Ну или можно забрать профиль отсюда.

Втулки печатал из PLA. Ничего другого у меня на тот момент не было. Да, наверно, ничего другого и не надо. Печатаю на них уже пол-года, конечно не в промышленных масштабах, и износа пока не наблюдаю. За это время раза три смазывал направляющие силиконовой смазкой ПМС-200.
Замена подшипников стола на печатные втулки, кроме полного устранения шума и люфта, дала еще снижение веса стола. В последствии так же были напечатаны вот ЭТИ держатели втулок и общий вес стола снизился на 120 грамм.
А снижение веса это снижение инерционности, что, как мне думается, для ‘дрыгостола’ имеет значение.

Вот ЭТА модель. Автор выложил несколько вариантов держателя. Разной высоты и под разные типы ремней. Ремни с капроновым кордом или с кордом из стекловолокна гораздо тоньше чем штатный ремень с кордом из металла.
Одновременно с заменой подшипников была произведена модернизация электропитания стола.
Проблема отгорающего разъёма стола описывалась не раз. Вследствие чего у некоторых выходил из строя мосфет на плате управления принтера и даже блок питания. Решений этой проблемы тоже описывалось не мало. От пайки проводов к столу до установки грелки на 220 В.
Грелка и 220В, подведённые к столу меня не привлекали. Как-то не безопасно, да и лишний вес грелки на столе не радовал.
Поэтому ещё до сборки принтера был заказан мосфет (Style 2) с возможностью подключения вентилятора, который включается при нагреве стола и охлаждает блок питания. Вентилятор 60-го размера от старого процессорного кулера, был вмонтирован под кожух блока питания, на выброс воздуха. Тем самым, создавая циркуляцию воздуха внутри БП.

Схема подключения стола через мосфет элементарна, но если что, можно заглянуть СЮДА.
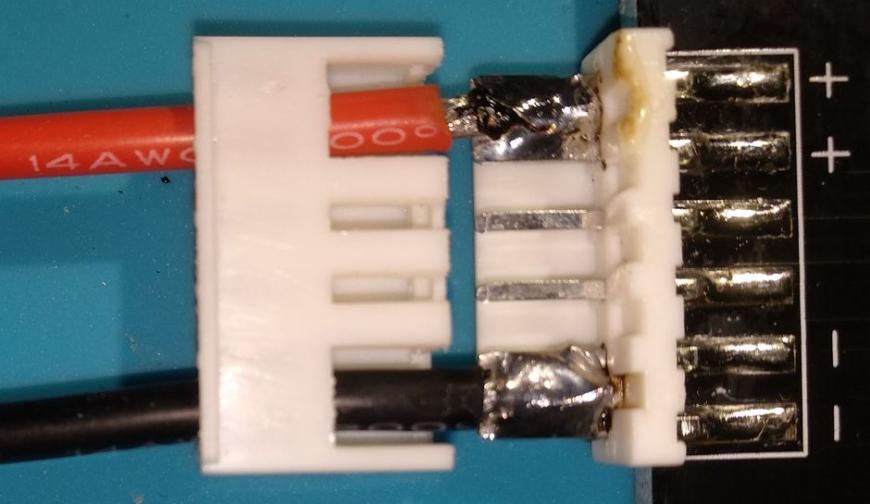
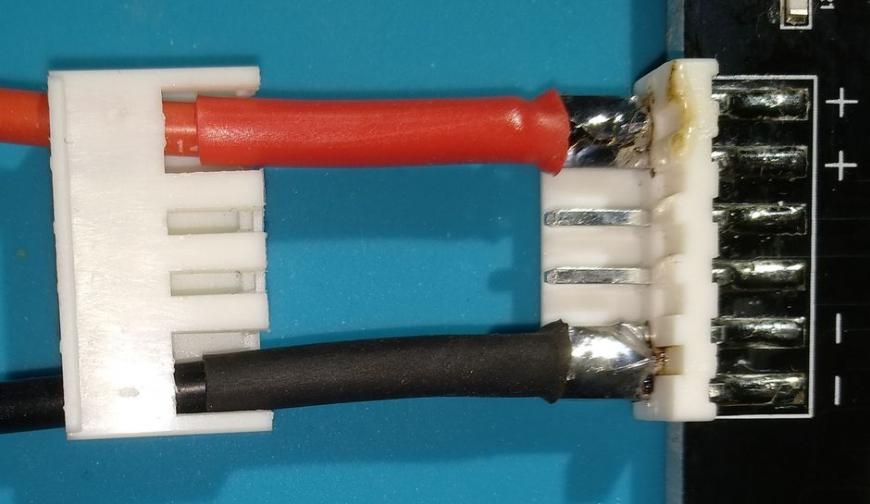
Также были заказаны провода 14AWG, по-нашему 2 мм². Эти провода я встречал только на выводах аккумуляторов для радиоуправляемых моделей. Они в термостойкой силиконовой изоляции. Очень многожильные. Заявлено 400 жил по 0.08 мм. Судя по проводам 20 AWG, где заявлено 100 жил, не врут. Пересчитал. ))
Провода очень и очень гибкие. Для ‘дрыгостола’ самое оно!
Полностью избавляться от разъёма я не стал. Оставил его в качестве элемента, который не будет давать проводам загибаться в месте пайки к столу. Да и припаяться к выводам разъёма стола проще, чем к самому столу. Нет у меня паяльника соответствующей мощности.
Напряжение на блоке питания я поднял до 13-ти вольт.
После всех этих манипуляций, стол стал греться до 100 градусов меньше чем за 8 минут. До переделки время не засекал.
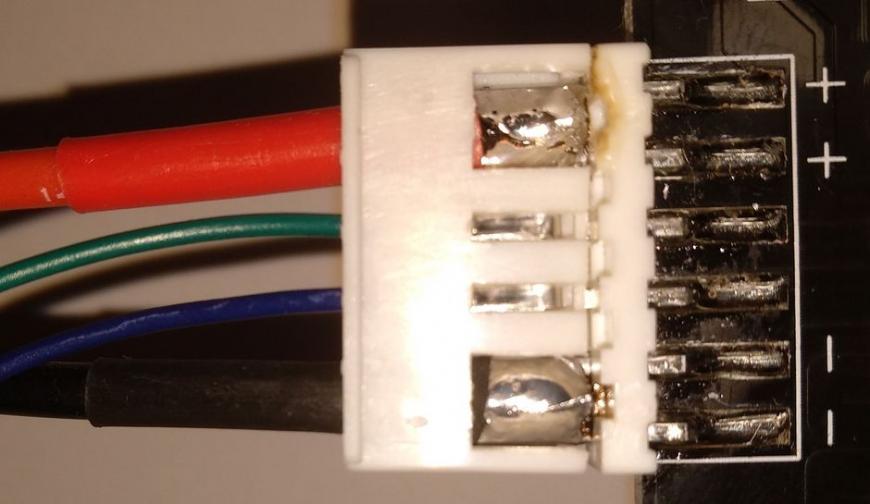
Штатные провода с наконечниками, которыми был подключен стол, можно использовать для организации дублирующей линии питания стола. Тем самым уменьшив нагрузку на разъём. Если кто-то желает это сделать, пишите в личку. Отдам безвоздмездно. Разумеется в регионе. Ведь не все дружат с паяльником. Да и не у всех он есть.
Время шло, принтер печатал. Разными пластиками и разными соплами.А смена сопла, как правило, приводила к необходимости регулировать высоту стола. Крутить барашки было не удобно и они были заменены на ЭТИ печатные диски.
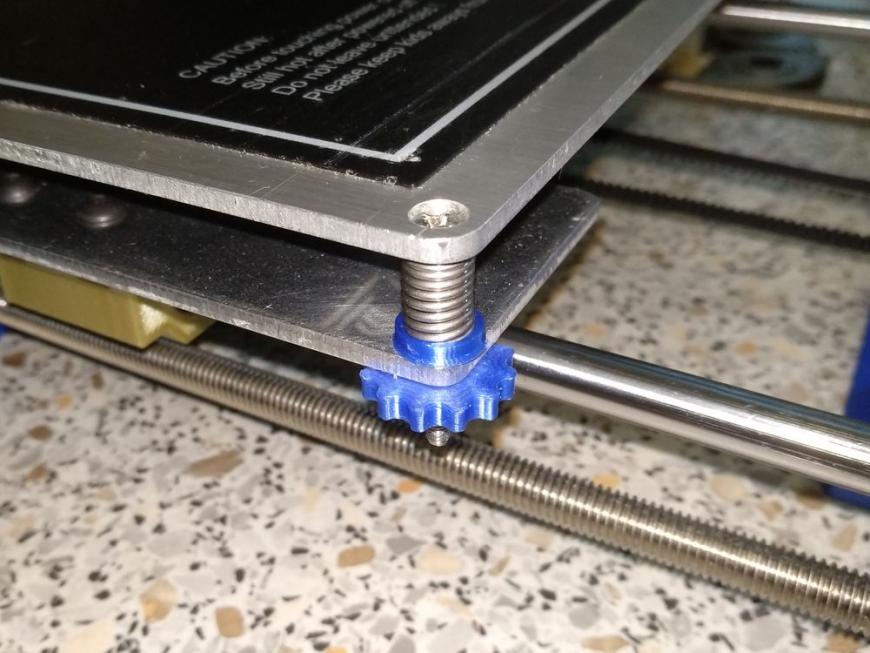
Но и они прослужили не долго.
В какой-то момент я осознал, что для контроля за высотой стола можно использовать такой параметр резьбы винтов М3, как её шаг, который равен 0,5 мм. Как выяснилось, Америку я не открыл. На всеми любимом thingiverse.com, есть достаточное количество регулировочных дисков со шкалой от 1-го до 5-ти. Но поскольку они не имеют отношения к Анет А6/А8, то сразу на глаза не попадаются и по диаметру не подходят.
Выбор пал на вот ЭТУ модель. Пришлось поковыряться в OpenSCAD, чтобы худо-бедно подогнать её под размер, подходящий для А6. Изменённый вариант можно взять ЗДЕСЬ.

Теперь, при смене сопла, я мог изменять высоту одного угла стола на требуемую величину, а остальные поднимал или опускал на тоже значение, что и первый угол. Калибровку стола проверял. Но она не требовалась.
Конечно было бы удобнее всё это проделывать при помощи регулируемого держателя концевика оси ‘Z’, но мои познания в моделировании находятся на стадии зародыша, а готовых интересных решений мне не попадалось.
Какое-то время стояла вот такая модель, но добиться с её помощью какой-то точности позиционирования оси ‘Z’, было практически не возможно.
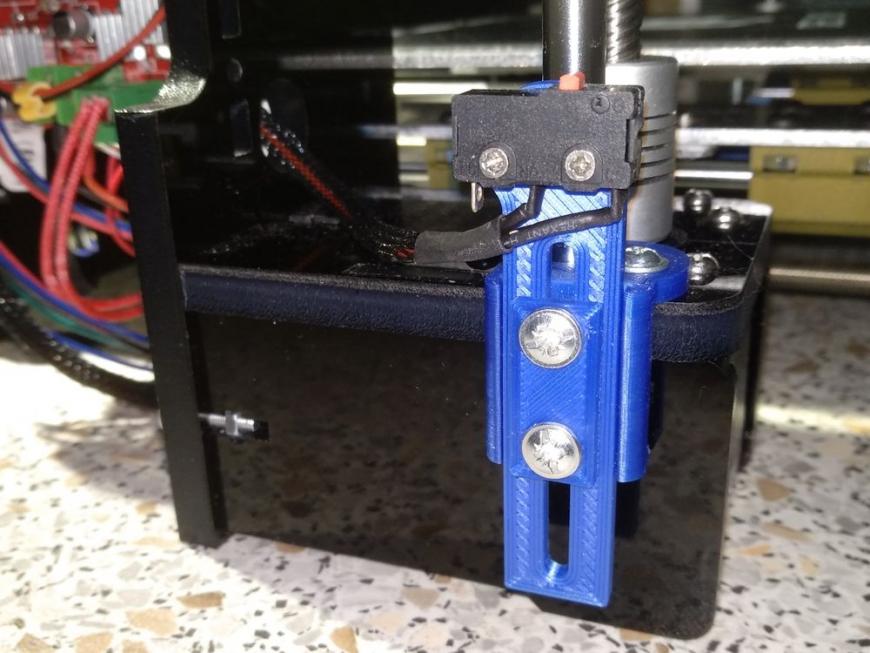
И вот, блуждая в очередной раз по просторам сайта thingiverse.com, мне попалась очень интересная МОДЕЛЬ регулируемого держателя концевика ‘Z’ от уважаемого 0lympy.
Это было то, о чём я мечтал. И она была тут-же распечатана.
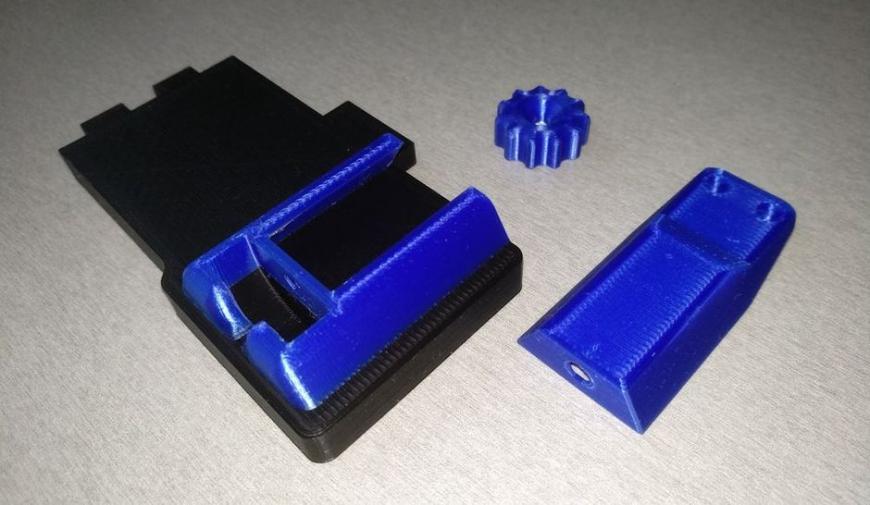
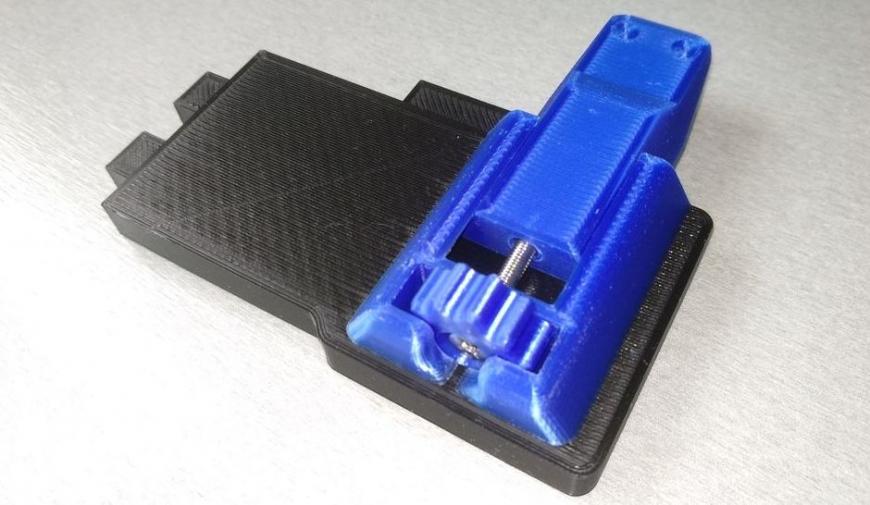
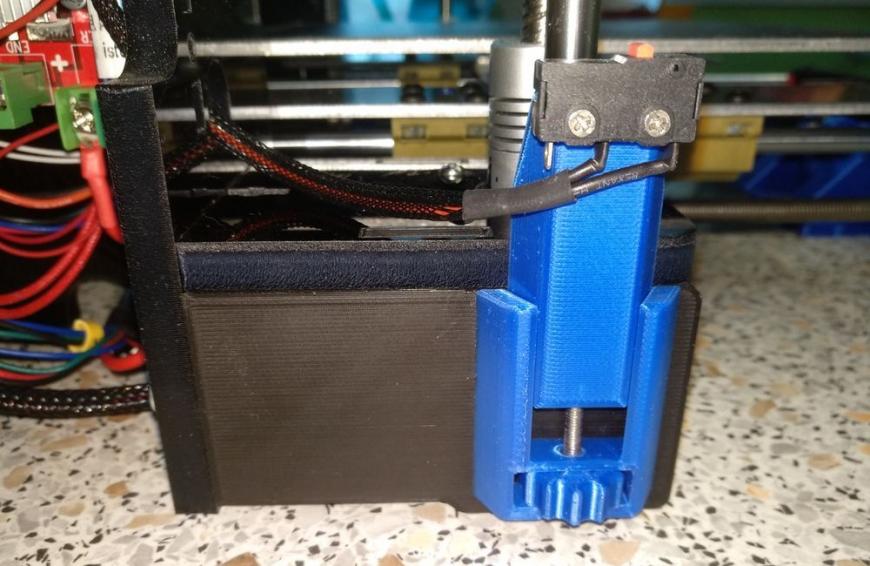


Изменённый вариант регулируемого держателя концевика ‘Z’ и диск с цифрами можно взять ЗДЕСЬ.
Я долго шёл к этому. Я не мог понять, на сколько оно мне нужно.
И вот в один прекрасный момент мне в руки попала плитка от потолка типа ‘Армстронг’ из прессованной минеральной ваты. Не плохой утеплитель! Сразу возникла мысль про утепление стола.


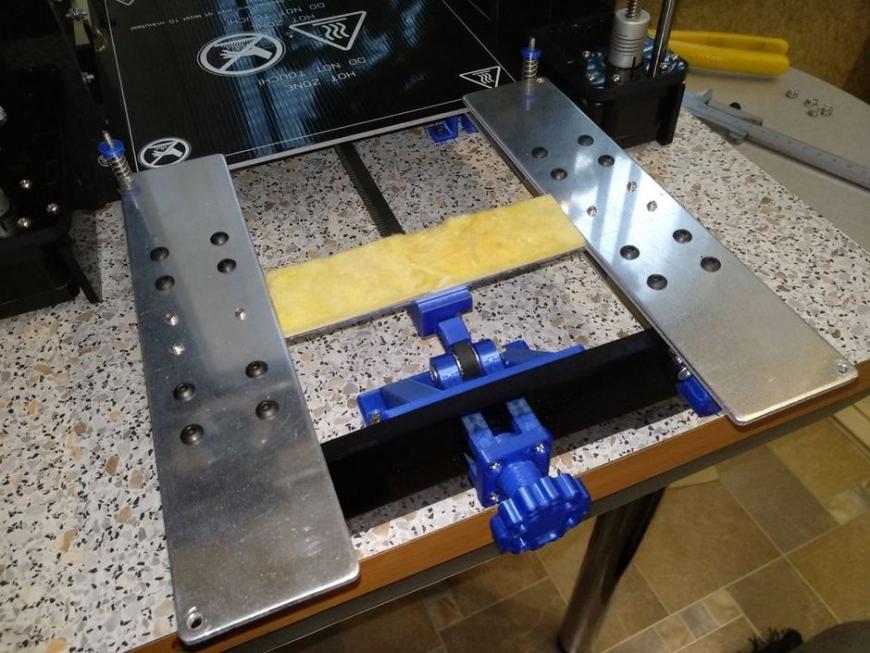

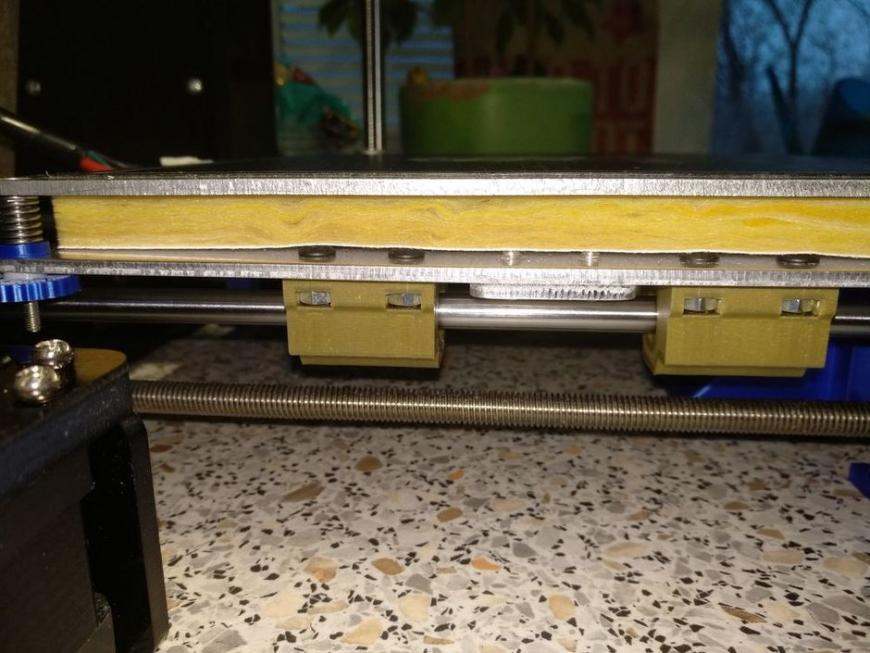
После утепления, замерил время нагрева стола
Ну вот, собственно, и всё! Пойду посмотрю что у меня там распечатлось.
Я в курсе про стекло или зеркало.
Я в курсе про автоуровень.
Но для себя, я пока не вижу в них необходимости.
Стол последний раз калибровался месяца два назад, когда утеплялся.
Возможно, это связано с тем, что я мало печатаю. 1-2 кг пластика в месяц.
Спасибо, что дочитали! Надеюсь, что не сочли это чтение, пустой тратой времени.
Всем удачных распечаток!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Гайд новичкам. Что делать с принтером после покупки: объяснения принципов, ссылки и описания. Собрание всего и сразу (на примере Anet A6)
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Статья будет полезна тем, кто о принтерах узнал только вчера. Приведу много ссылок, которые были мне полезны, пока знакомился с миром 3D-принтеров. Эта статья поможет вам копать в нужную сторону 🙂
Даже если я повторяю других, это будет полезно.
Комментируйте, если что-то забыл – готов вносить уточнения)
Существует такой замечательный принтер Prusa – именно он и его модификации являются самыми используемыми дешевыми принтерами. Внешне такой принтер не перепутать – стоит один раз увидеть нечто похожее и сразу станет ясно (см. фото в начале).
Покупая Prusa-подобные принтеры (а именно на базе этого принтера создан мой Anet), следует понимать, что это в первую очередь классный конструктор и только во вторую рабочий станок. Далее у вас есть два пути – после минимальных донастроек и доработок печатать себе клеевые штуки или начать улучшать его, придумывать модификации и переработки и, в конце концов, сделать новый принтер. Я считаю, что второй вариант самый классный – для меня благодаря Anet открылся огромный и удивительный мир калибровки, моддинга, редактирования прошивок и даже установки Линукс на микроплаты. Это здорово)
Из минусов – на моддинг уходят деньги, хоть и не много по сравнению с ценой принтера; пластик тоже не дешев; жена долго ревновала меня к принтеру; скорее всего вам придется научиться спать под жужжание.
Я не знал о 3D-печати НИ-ЧЕ-ГО, кроме общего понимания принципов (плавится пластик и укладывается слой за слоем в форме модели). Даже на этот сайт наткнулся уже после начала печати. Желание купить какой-нибудь принтер родилось, когда на AliExpress увидел, что это можно сделать до 20 тыс. руб.
В комплекте вам положат маленький моток пластиковой проволоки для печати – его хватит ненадолго и надо бы купить еще. Также можно попросить продавца положить побольше – мне согласились положить 0,5кг, и этого достаточно, чтобы начать.
Скажу сразу, пластик чаще дешевле покупать в России – для меня это было шоком, но о пластиках отдельно.
Собрал по подробной видео инструкции и в ее продолжении. Она оказалась наиболее подробной из найденных.
Также важно не бояться. Все, что вы собираете, можно пересобрать. Все, что вы сломаете (с первого раза тяжело) или неправильно отрежете, можно дешево купить на AliExpress.О покупке именно этого принтера ни разу не пожалел – оказался хорошим и лишенным многих проблем Prusa, о которых читал на форумах. Разве что советую металлическую модификацию.
Краткое описание конструкции принтера

Подробное описание конструкции экструдера с советами по сборке (если у вас он разобран) есть вот на этом сайте. Я считаю, она обязательна к прочтению и сильно упростит вам дальнейшую работу.
Подготовка стола к печати и адгезия
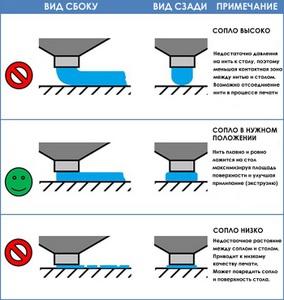
В этом видео от того же китайца описана калибровка стола. Это очень важно, от калибровки зависит, сможете ли вы напечатать хоть что-нибудь. Смысл калибровки ясен из той картинки:
Чтобы напечатанная модель держалась на печатном столе принтера, необходимо, чтобы первый слой печати хорошо к нему прилип, чтобы была хорошая адгезия. В зависимости от типа пластика он может сам хорошо прилипнуть или ему надо помочь.
Главный способ помочь пластику прилипнуть – нагреть до нужной температуры стол принтера (кратко – 60 для PLA и 100 для ABS).
Какую бы вы прослойку не использовали, необходимо учитывать ее высоту при калибровке.
Перепробовал все это и написал комментарии выше. Но! У меня для Anet A6 лучший результат получается на чистом столе! У этого принтера отличная, чуть шероховатая алюминька – к ней шикарно все прилипает.
Чуть позже вы займитесь такой штукой, как автокалибровка, но это явно позже. Наиболее часто рассматривается способ калибровки индуктивным датчиком.
Вот статья про альтернативные способы калибровки: http://3dtoday.ru/blogs/injener3d/the-device-for-calibration-of-desktop-3d-printer/.
Также, чтобы скрасить неровности стола и калибровки, рекомендуется в настройках печати увеличивать толщину первого слоя относительно остальных, иногда в несколько раз.
Конструкционные особенности «заправки» принтера
Как ни странно, мало где описано, как заправлять пластик в принтер. Наверно, считается, что это должно быть интуитивно понятно, и тем не менее, обсудим это на всякий случай.
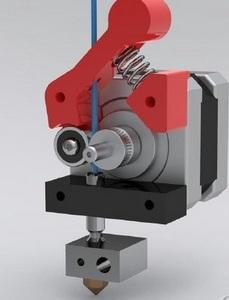
В Anet A6 прямая подача, а механизм протяжки филамента скрыт кулером обдува экструдера (тот, что с металлической решеткой).
Итак, заправка Anet A6.
Далее располагаем катушку на подставке (идет в комплекте) или на любой горизонтальной планке так, чтобы пруток свободно раскручивался и катушка никуда не ускакала.
Также очень важно откалибровать скорость подачи пластика, многие упускают этот момент. Без калибровки пластик может подаваться чуть больше или чуть меньше, чем должен по расчетам.
Вот статья, как это делается: http://rusabs.ru/blogs/blog/kak-otkalibrovat-ekstruder-3d-printera.
Информации про это довольно много. В России наиболее популярны ABS, PLA и Нейлон. Также, существуют пластике растворяющиеся в воде, выглядящие как дерево, бронза, керамика и т.д.
Они все имею разную твердость, жесткость, дают разный результат по внешнему виду.
Все виды филаментов имеют особые рекомендации: температуру экструдера, стола, степень обдува и т.д. Кроме того, все свойства могут отличатся и по производителю. Рекомендую купить пачку пробников разных производителей и сравнить для себя.
Ссылку на один из комплектов пробников привел в комментариях.
Программное обеспечение для принтера
Зато, во втором случае гораздо удобнее менять настройки ‘на лету’, нагляднее виден статус принтера, не надо бегать и вставлять SD карту, удобнее делать мелкие операции ‘поднять экструдер’, ‘откалибровать платформу’.
Для печати с SD нужно вставить ее в плату управления и выбрать нужный файл на экране.
Однако, нам надо настроить и подключение с помощью USB-провода.
В комплекте с принтером шли какие-то драйверы и Repetier-Host, который я скачал новее с офф-сайта. Repetier-Host – это бесплатная интуитивно понятная и почти русифицированная программа для печати на 3D-принтере. С него и советую начинать – гайд по Repetier.



Все перечисленные программы – это оболочки для удобства работы с принтером и моделью. В них входят слайсеры – это «подпрограмма» которая разбивает нашу 3D-модель на слои, просчитывает, каким образом будет двигаться печатающая головка, как много выдавливать пластик и пишет G-код. Слайсер – самая главная программная часть печати.
Например, при одних и тех же настройках в слайсере Cura у меня получалась шероховатая поверхность фигурок, а в Slik3r – гладкая. Вообще, советую начинать со Slik3r.
Вот главные термины, которые нужно знать:
Диаметр сопла – это диаметр отверстия, из которого идет нагретый пластик, он должен быть написан сбоку на сопле. Ну и у продавца на Али, но это не точно. =) Чаще всего значение 0.4.

В Cura (гайд по настройкам) и Simplify3d (гайд по настройкам и продолжение) входят собственные одноименные слайсеры. В Repetier-Host их три – Cura, Slik3r (гайд по настройкам Cura в Repetier и Slik3r в Repetier) и Skeinforge (который никто не использует).
То, с чем у меня были долгие и упорные мучения (напоминаю, я не знал о нашем сайте и не у кого было спросить совета), – отправные настройки печати в слайсере. После множества одинаковых моделей напечатанных с разными настройками у меня наконец-то стало получаться! Надеюсь, вам не придется проходить весь этот период, и вот настройки на которых у меня получается хорошо для Cura, Slik3r и Simplify3d (не советую начинать с него) – там слишком много фото, выкладываю ссылкой на папки с картинками, никаких архивов. Понятное дело, что это только отправные настройки, которые вы будете корректировать под свои нужды и с учетом особенностей модели, которую вы печатаете.
Например, вот объяснение, от чего зависит и на что влияет толщина слоя.
Если ваш слайсер ругается на модель, дескать она не замкнутая, то вот отличное решение от Microsoft. Просто загружаете туда модель и сайт дает исправленную. Но регистрироваться там ооочень долго. 🙂 В Simplify эта функция встроена.
Проблемы при печати
Они у вас будут. Временами будут выходить просто чудовищные вещи, временами просто косые. Вот отличная статья об основных встречающихся проблемах и их решениях, которую впервые разместили на сайте Simplify3d, а потом перевели именно силами 3dtoday, вот собрание ссылок переведенный кусков. Вот та же статья удобно скомпилированная, но на сайте магазина (не реклама, даю альтернативу). Так же, не безынтересна вот эта статья.
Наиважнейший вопрос ‘откуда же брать модели для печати?’. Здесь: http://www.thingiverse.com/ Это действительно самое большое хранилище 3D моделей под печать, с очень удобно организованными закладками и возможностью в пару кликов добавить свой проект.
Также модели можно найти на нашем сайте и много где еще.. но на Thingiverse побывали все мейкеры.
Из самых важных ссылок дам вот эту по построению сложных подержек под нависающие части моделей и вот эту по способу фигурной ‘резки’ модели с возможностью сборки даже без клея.