Лужение перед оцинковкой

Наверное логично начать с этого)
Лужение — нанесение тонкого слоя расплавленного олова на поверхность металлических изделий. Лужение производится для защиты металла от коррозии. В принципе обойтись можно и без него перед оцинковкой, но если имеются на кузове после вытравки ржавчины все те же пресловутые раковины, то сделать это необходимо чтобы заполнить полости оловом, а не шпатлевкой.

Для лужения нам понадобится:

Протираем раковины паяльной кислотой (губка или тряпка) без подтеков. Далее наносим паяльную пасту. Разогреваем эту зону горелкой пока цвет покрытого участка не станет светло-коричневым, примерно 3-5 сек. После этого подносим припой к разогретому участку. Припой ложится на металл. Мягкой губкой легко размазываем его по всей площади обрабатываемого участка (будьте осторожны — очень горячо).





Целью данного процесса является только заполнение раковин. Полностью выравнивать поверхность участка не стоит. Эти недостатки будут скрыты цинком и шпатлевкой. А также не стоит сильно увлекаться процессом нанесения максимальной толщины олова на кузове, потому что есть опасность появления так называемого эффекта «оловянная чума» и «оловянный ус».
Всем удачи!любите и берегите свою машину и машина будет долго служить вам!
Volkswagen Transporter 2000, двигатель бензиновый 2.0 л., 84 л. с., передний привод, механическая коробка передач — кузовной ремонт
Машины в продаже
Комментарии 13

Совершенно ненужная работа при наличии первичных грунтов.


во-во, я тоже удивился, читая про олово,
химию то и физику хорошо помню со школы/института
жаль альтернативы цинку почти нет, разве что, еще хром
только дороже выходит и менее удобно в домашних условиях

иньересно.
так по сути можно и сварные швы обработать верно?

Технология очень древняя, в совдеповские времена вместо шпаклевки использовалось олово, в некоторых местах кузова толщина достигала до 1 сантиметра. Кто сталкивался с авто типа газ21 или победа до 60 годов, тот знает что это.
При этом на олово краска ложлась очень крепко, в этих местах отодрать её было практически невозможно, Сам арки задних крыльев востанавливал таким же образом, проблем нет и при покраске.
Но тут у веня возникает вопрос, а зачем на луженую поверхность наносить цинк, ведь олово давно считается антикорозийная поверхность, на которую отлично и крепко наносится любой грунт, шпаклевка или краска, в этой процедуре я не вижу смысла как только финансовые и физические затраты.
С уважением!

Чтобы не было оловянной чумы, лучше используйте ПОС припой оловянно-свинцовый, у него температура плавления ниже, в армейской технике запрещено использовать безсвинцовые припои, главное чтобы не было чистого олова ЧДА.metallicheckiy-portal.ru/…lavkie_pripoi_dla_paiki/2

Блин а я в свое время с паяльником долбался.Спасибо за инфу.


по идее краска отваливается со временем от всего.
про оцинковку готовлю инфу, подробную с фотографиями
хорошо. жду. мне пригодиться. спасибо заранее.
В холодную его.
![]()
Оцинкованный кузов сегодня стал делом обычным. Это хорошо: цинковый слой повышает коррозионную стойкость панелей. Но вот беда, при кузовном ремонте это покрытие может быть нарушено. Как его восстановить? Промышленные способы оцинковки в условиях сервиса не подойдут.
Кто у нас активнее?
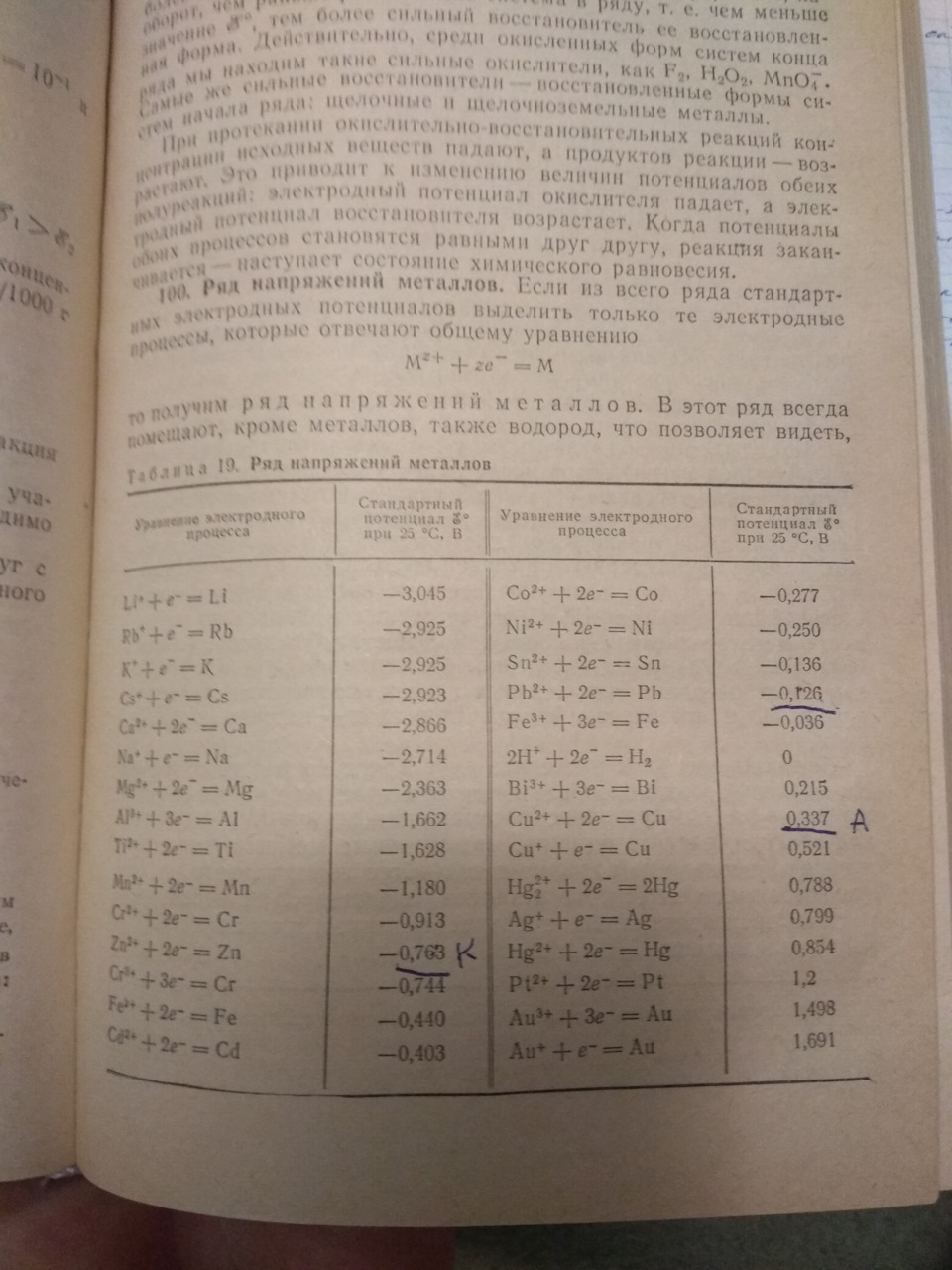
Почему цинк защищает стальной кузов? Давайте вспомним азы. Есть в химии такое понятие – электрохимический ряд напряжений металлов. Смотрим в таблицу: литий, калий… алюминий, цинк, хром, железо, никель, олово… серебро, платина, золото. Выше расположены более активные металлы, ниже – менее активные.
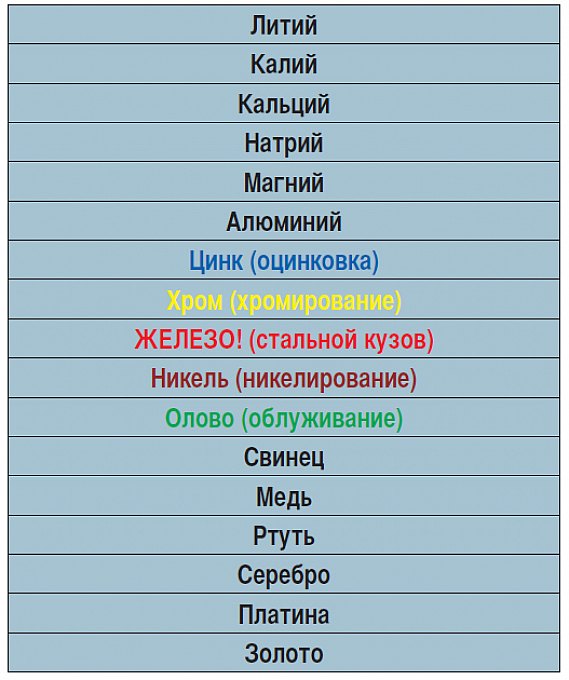 Электрохимический ряд напряжений метал лов. Тот, кто выше, защищает того, кто ниже
Электрохимический ряд напряжений метал лов. Тот, кто выше, защищает того, кто ниже
Если в какой-либо детали или узле имеется соединение двух металлов с различными потенциалами, то в присутствии электролита они образуют гальваническую пару. И чем дальше разнесены металлы в электрохимическом ряду напряжений, тем больше гальванический ток, и, соответственно, сильнее разрушения активного металла. Разрушаясь, он препятствует коррозионному поражению менее активного соседа.
Проиллюстрируем сказанное простым примером. Положим, в стальной автомобильной панели появилась медная заклепка. Смотрим в таблицу. Медь менее активна, значит коррозионное разрушение железа в месте соединения обеспечено. А если заклепка алюминиевая? Снова смотрим в таблицу. Здесь картина меняется: разрушаться будет алюминий.
Покрытия, выполненные из более активных металлов называют «безопасными», а из менее активных – «опасными». Поговорим о тех и о других.
Лудить или цинковать?
В народе до сих пор живет легенда: дескать, кузов «Победы» был покрыт оловом и никакая коррозия его не брала. Известны ее корни: мастера, ремонтирующие аварийные машины, использовали местный нагрев, орудуя паяльными лампами. И вдруг из-под пламени горелки начинало литься олово – много олова! Отсюда и пошла молва: кузов, дескать, весь облужен…
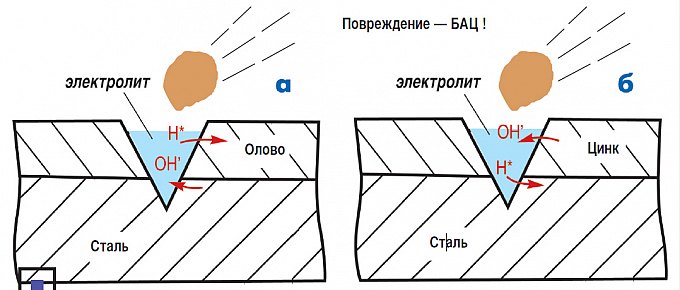 а) Схема коррозии луженой стали. При повреждении покрытия электрохимическая коррозия разрушает сталь. б) Схема коррозии оцинкованной стали. При повреждении покрытия электрохимическая коррозия разрушает цинк.
а) Схема коррозии луженой стали. При повреждении покрытия электрохимическая коррозия разрушает сталь. б) Схема коррозии оцинкованной стали. При повреждении покрытия электрохимическая коррозия разрушает цинк.
На самом деле все гораздо прозаичнее. Штамповая оснастка тех лет была несовершенной, и заводские технологии предусматривали рихтовку кузовных деталей. Остающиеся неровности выравнивали, заливая припоем. Особенно много олова было вблизи рамки ветрового стекла.
Так ли хорошо покрытие кузова оловом, как считают некоторые? Давайте разбираться. Коррозия всегда возникает на поверхности металла, а облуженная деталь ведет себя так, будто она изготовлена из олова. А оно само по себе очень стойко и практически не корродирует. Значит, и сталь под слоем олова находится в полной безопасности.
Но когда защитный слой получает повреждение, картина меняется. Между сталью (железом) и оловом мгновенно возникает гальваническая пара. А поскольку олово является менее активным металлом, сталь под воздействием гальванического тока начинает разрушаться.
Вспомним судьбу консервных банок, изготовленных из луженой жести. Все бывает хорошо, пока банку не поцарапаешь. А уж коль поцарапаешь, то луженая сталь в месте повреждения ржавеет гораздо быстрее нелуженой. Поэтому не надо говорить о «вечных луженых кузовах» – они вечные до хорошего удара острым камешком, которых на наших дорогах предостаточно.
Теперь о цинке. Все мы знаем, что кузовные панели многих автомобилей оцинковывают на заводах. Покрытие толщиной от 2 до 10 мкм обеспечивает прекрасную защиту от возникновения и распространения коррозионных поражений.
Это вам не олово: защищающий металл (цинк) в ряду напряжений расположен выше железа. Следовательно, и коррозия в поврежденном месте протекает иначе, чем с металлами, находящимися ниже. Гальваническая пара, само собой, тоже возникает, но разрушается уже не сталь, а цинк.
Почему же тогда цинковый щит не исчезает, не тает со временем? Исчезает и тает, но очень-очень медленно. Здесь есть особенность: цинк начинает активно разрушаться лишь при повышенных температурах. Вот почему в оцинкованных ведрах не рекомендуют кипятить воду. И тогда эти ведра живут долго – десятилетиями. И оцинкованные крыши тоже.
А вот мы его по-шведски.
Промышленные методы оцинковки, будь то горячее окунание или гальваника, не применимы в сервисных и гаражных условиях. Поэтому появление так называемых «препаратов холодного цинкования» оказалось для ремонтников весьма кстати.
Наносимые подобно грунтовке или краске, эти материалы образуют двойную защиту стальной поверхности: активную, как у промыщленной оцинковки, и пассивную, как у лакокрасочного слоя. Давайте познакомимся с ними на примере шведских препаратов Dinitrol 443 и Dinitrol 444.
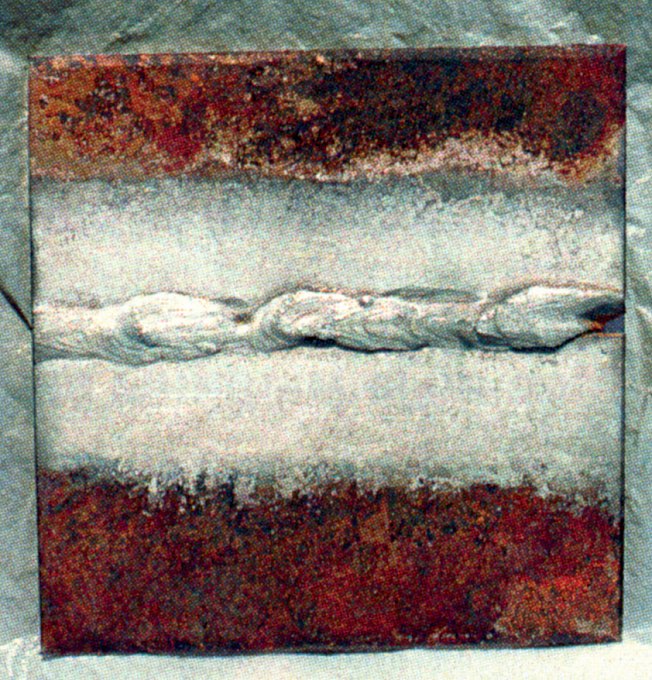 Холодным способом можно цинковать не только плоские поверхности, но и сварные швы
Холодным способом можно цинковать не только плоские поверхности, но и сварные швы
Они представляют собой готовые к применению жидкие однокомпонентные составы, содержащие технически чистый гальванический цинк. «Технически чистый» означает 99,995% Zn, что является очень высоким показателем для промышленного продукта. И вот такого, практически не содержащего примесей цинка, в препаратах Dinitrol 443 и Dinitrol 444 ни много, ни мало – 95%. Остальные 5% приходятся на синтетичсеские смолы, безопасный растворитель и некоторые специальные добавки.
Химики знают, что пороговая величина для активизации электрохимического щита – 92%, а тут все 95! Значит, при прочих равных условиях, пленку материала можно сделать тоньше, а материала потратить меньше – и это тоже относится к заслугам шведских технологий. А Dinitrol 444 содержит не только цинк, но и алюминий – тоже очень выгодный металл с точки зрения электрохимической защиты.
Нельзя не сказать и о размерах цинковых частиц – они ограничиваются величиной 3,5 мкм. Искушенные читатели вправе задать вопрос: «А этот диспергированный цинк не слипнется?». Действительно, любая суспензия может потерять однородность. Частицы соберутся в более крупные конгломераты – и прощайте технологические возможности и эксплуатационные козыри.
Что сказать на это? Суспензия, как таковая, может преподнести неприятный сюрприз, а вот Dinitrol 443 и Dinitrol 444 – нет. Им помогают те самые специальные добавки, о которых упоминалось выше. Они действуют поддерживают частицы цинка во взвешенном состоянии и предотвращают их слипание.
Очень важна роль синтетической каучуковой смолы, входящей в рецептуру препарата. Благодаря ей слой Dinitrol 443 или 444 обладает отменной адгезией. Но это еще не все: при высыхании он сохраняет эластичность, без проблем выдерживая механические и тепловые деформации.
Кстати, о тепле. А как обстоят дела с термостойкостью? А вот как: пленка препарата выдерживает температуры от –40 до +150 °С без потери эксплуатационных свойств. Так что, добро пожаловать и в Сибирь, и в окрасочно-сушильную камеру!
Что касается стойкости к химической агрессии, то «шведы» могут находиться в среде с рН от 5 до 10. Для тех, кто химию подзабыл, напомним: дистиллированная вода имеет рН=7. Значит, Dinitrol 443 и 444 выдерживает как щелочную, так и кислотную «баню».
И в заключение этого раздела отметим, что скорость разрушения активного цинкового слоя составляет от 1 до 6 мкм в год. Это гарантирует сохранность защиты в течение 25–50 лет в зависимости от толщины пленки и условий окружающей среды. Словом, на автомобильный век хватит.
Как наносим?

«Холодный цинк» марки Dinitrol может наноситься методом воздушного или безвоздушного распыления, кистью, валиком или окунанием.
В фирменной документации говорится, что нанесение препаратов не требует высокой квалификации работника. Это действительно так, особенно если воспользоваться аэрозольным баллончиком. А вот подготовка поверхности требует тщательности и профессионализма. Главное – обеспечить требуемую чистоту и шероховатость.
Препарат можно наносить на вертикальные и наклонные поверхности. Важно добиваться ровного слоя, без подтеков и пузырей. При толщине пленки 40 мкм расход составит 0,25 кг/м2. Высыхание длится 48 часов при комнатной температуре (на отлип – 10 мин). Для ускорения сушки деталь можно поместить в камеру и выдержать 30–60 мин при 60 °С. Повторный слой материала наносится через час. Полученную пленку можно окрашивать практически всеми видами ЛКМ.
Области применения новых шведских препаратов обширны: транспорт, мосты, дороги, тоннели, строительство, промышленные и городские объекты, гидросооружения, нефтегазовая промышленность. Не сомневаемся, что материалы Dinitrol 443 и Dinitrol 444 будут полезны всем мастерам кузовного ремонта.
Лужение и пайка автомобильных кузовов. Часть 4. О коррозии.

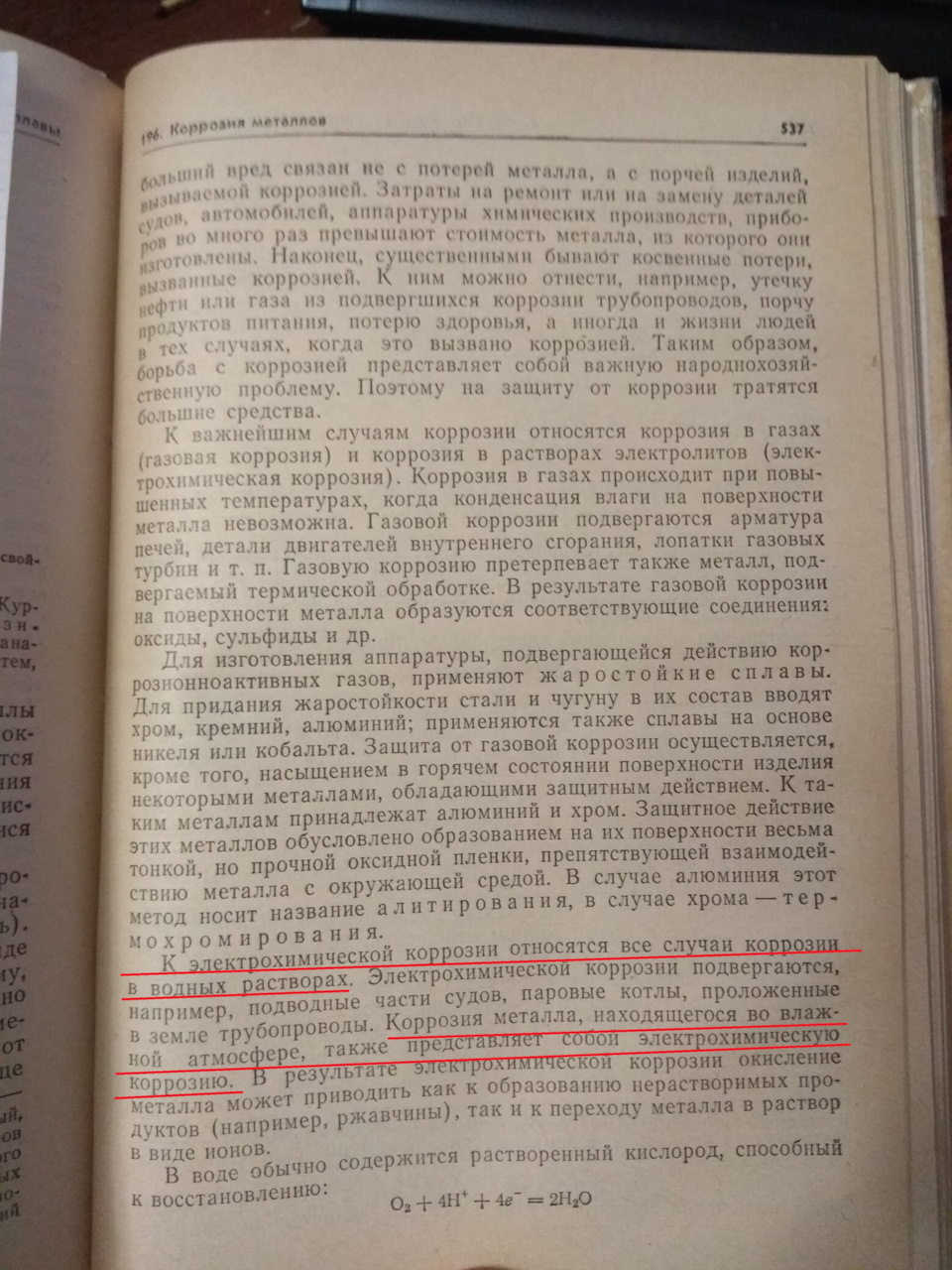
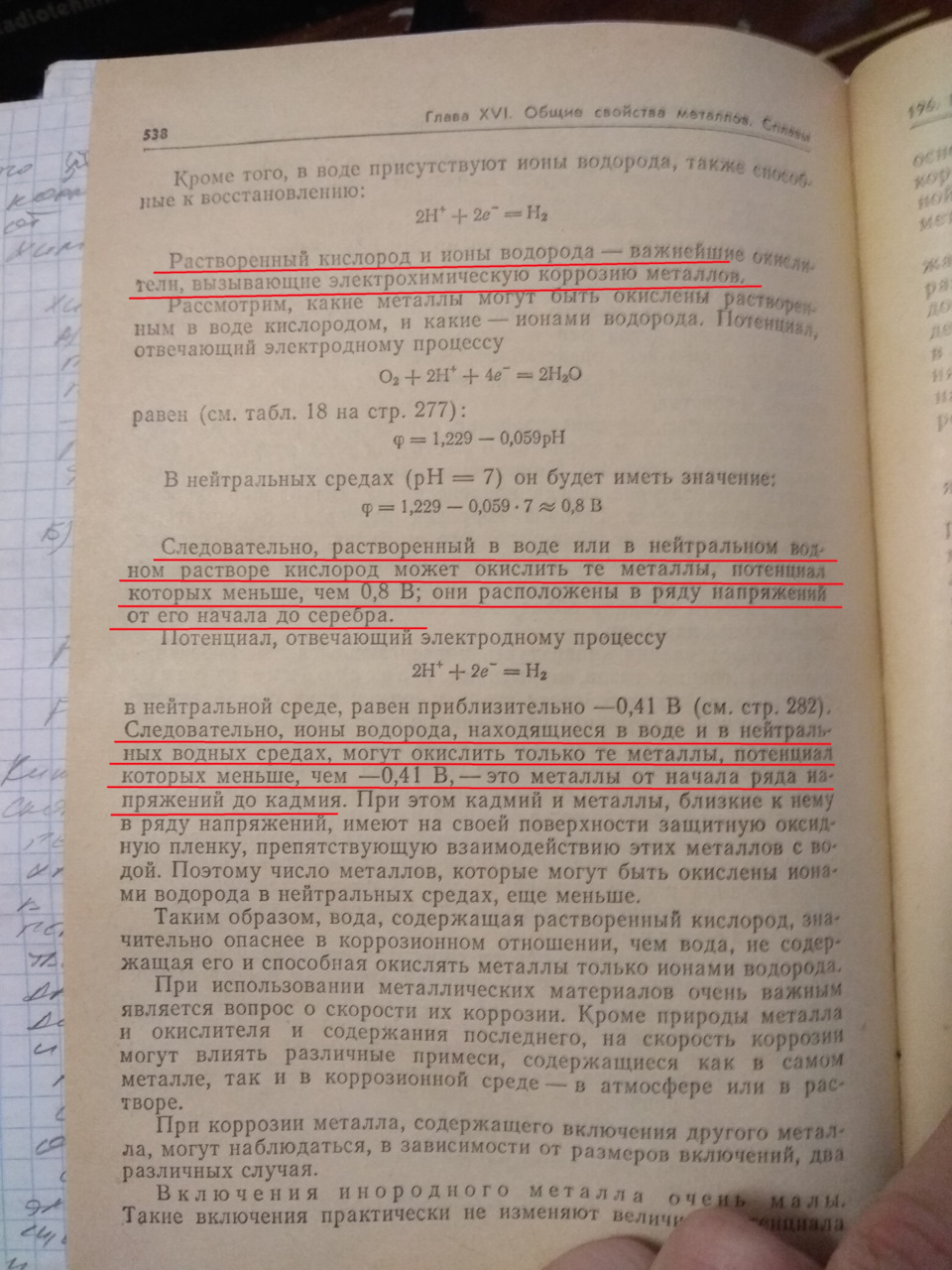
Вопрос коррозии — самый самый холиварный вопрос)) Именно он, как правило, вызывает больше всего споров и вызывает наибольшее недоверие к методу, поэтому я решил разобрать его максимально фундаментально, а не «на пальцах», но всё таки с оглядкой на то, что здесь хоть люди и технически подкованные, но это Драйв, а не конференция учёных-химиков. Всю информацию брал из учебника Н.Л. Глинка – Общая Химия издания 1985 года.
Для начала разберём сам механизм коррозии. Красным выделил наиболее важные строки.
На основании этого существуют два вида антикоррозионных покрытий: анодное и катодное.
Механизм анодной защиты состоит в следующем: на основной защищаемый металл наносится покрытие с меньшим потенциалом. Таким образом, именно оно «подставляется под удар», защищая тем самым основной металл. При этом, при незначительном нарушении целостности покрытия, его защитные свойства сохраняются, и в местах нарушения, если они достаточно невелики, основной металл остаётся защищён. Для стали таким покрытием является цинкование.

При катодном покрытии механизм защиты действует строго наоборот. Покрытие имеет потенциал больший, чем основной металл и предотвращает саму принципиальную возможность коррозии. Оно является таким своеобразным «панцирем». Однако, при нарушении этого покрытия оголённые участки основного металла корродируют с даже большей скоростью, чем при отсутствии покрытия, эффект поляризации. Для стали катодными покрытиями являются, например, лужение и освинцевание.

Теоретическая подготовка на этом закончена, перейдём к практике.
И, самое главное, что бы мне хотелось здесь сказать, что всё сказанное выше справедливо для «голых», то есть неокрашенных металлов. В автомобиле основную роль по защите кузова от коррозии является лакокрасочное покрытие, дающее изолирующий эффект. Именно его качество в первую очередь определяет стойкость к коррозии кузова. Но давайте разберём частные случаи, когда лакокрасочное покрытие оказалось нарушено над ремонтируемым участком, и покрытый или непокрытый припоем металл оказался «на свободе» 🙂
Вот так может выглядеть ремонтируемая зона.

Представим, что место уже загрунтовано и окрашено, и у нас возникли сколы или царапины. Здесь возможны три варианта.

Вариант А – открылось голое железо. Никаких сюрпризов. Ржаветь будет точно так же, как в с любом другом месте кузова
Вариант Б – открылось паяное место. Ржаветь не будет в принципе
И, наконец, самый интересный, вариант В, когда повреждение достаточно большое, и оно открывает нам переходную зону. В этом и только в этом случае скорость коррозии будет выше, чем у просто непаяного железа.
Но с чем же связано такое большое количество негативных комментариев в духе «сгниёт на глазах»?
В первую очередь, с нарушением технологии нанесения и последующей обработки.
Косяка может быть всего два, но каждый из них может оказаться фатален:
1.Не замечен и не вычищен микрократер коррозии. Спайки не произошло, возникла пора. Случай с нарушением катодного покрытия, усугублённый изначальным наличием коррозии.
2. Наиболее частый. Не нейтрализован флюс. Как я уже сказал в конце третьей части – смывать и нейтрализовывать кислоту – О-Б-Я-З-А-Т-Е-Л-Ь-Н-О! Это крайне важный момент, не требующий значительный трудозатрат, но способный сравнять с нулём все результаты нашей работы. Поэтому, желательно сразу
после окончания наплавки, до непосредственно механической обработки обильно промываем весь элемент, а после строгания повторяем промывку. И радуемся отсутствию коррозии.
Под конец повторю ещё раз: я использую припой и в данном цикле статей рассматриваю пайку именно как средство заполнения вмятин, как альтернатива шпатлёвке. Применение лужения для защиты от коррозии — это отдельная тема и отдельная специфика работ.
Оцинковка пораженных частей кузова
Для оцинковки нам понадобится:
кислота соляная ( мне хватило 150 мл)




кабель 1,5 квадрата
лампочка на 12 В (подойдет от поворотника)
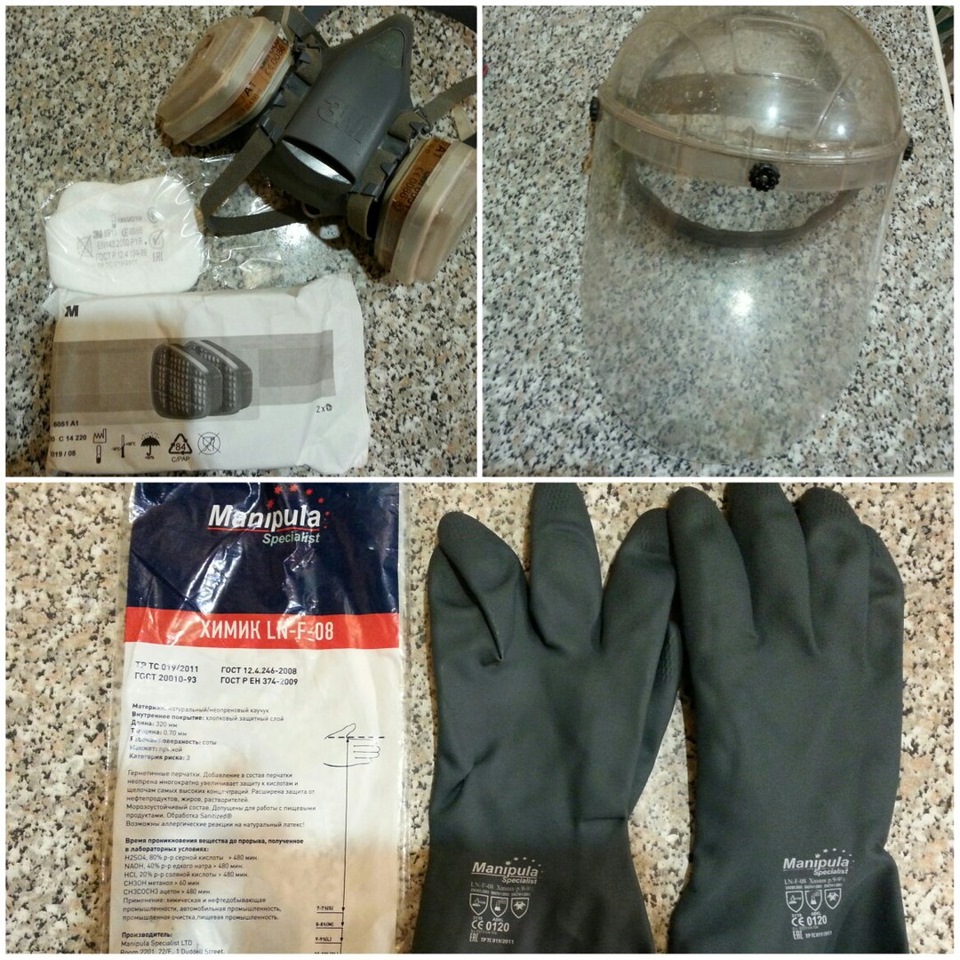
Средства защиты (перчатки химика, маска, респиратор с хорошим уровнем защиты)
Берем кусочек цинка, раскалываем его зубилом на мелкие кусочки, как можно мельче (не резать болгаркой и не нагревать — выделяющиеся при нагревании пары сильно токсичны, за очень короткое время появляются симптомы цинковой лихорадки);
Затем берем банку, наливаем в нее соляную кислоту и аккуратно понемногу добавляем туда кусочки цинка. Лучше делать это на улице. Реакция в банке начнется бурная — с выделением тепла и пара (водорода — взрывоопасно, поэтому НЕ КУРИТЬ рядом и ничего рядом не зажигать, подальше от людей).

Процесс долгий, примерно 2 дня. Определить готовность раствора можно таким образом: жидкость должна стать полностью прозрачной и маленькие кусочки цинка перестанут растворяться совсем.
Далее нужно собрать инструмент для самой оцинковки.
Берем кусочек цинка, к нему подводим +12В от блока питания через лампочку. Это нужно для того, чтобы не замкнуть цепь. Минус от блока питания на корпус автомобиля.




Предварительно поверхность кузова очищаем растворителем.
Кусочек цинка заматываем марлей в 3 слоя. Взбалтываем наш подготовленный раствор в банке этим же инструментом. Начинаем оцинковывать, проводя им по поверхности детали (достаточно быстро). На металле будет оседать тонкий слой цинка светло серого оттенка (увидите сразу). Здесь возможны следующие типы ошибок:
— Если сильно задерживать и перегревать кусок цинка, забывать его смачивать в растворе, то начнут появляться на кузове черные пятна, которые свидетельствуют о том, что цинковое покрытие обгорело, что есть нехорошо. Придется повторять процесс заново;
— Если так вышло, что вы неправильно определили готовность раствора — при оцинковке будут появляться сильные подтеки темного цвета — это значит, что реакция взаимодействия цинка и соляной кислоты еще не закончилась. Нужно растворять цинк дальше;
— Если после оцинковки на поверхности на следующие сутки появились хлопья или зеленый налет — это тоже говорит о том, что раствор использовался не готовый.


После того, как процесс завершен, промываем это место теплой водой с мыльным раствором, вытираем ветошью и повторяем 3-4 раза для набора толщины слоя для того, чтобы набить риски для зацепки грунта. Более 5 раз цинк как правило уже не оседает.
Цинковый налет ложится на металл крепко и снять его можно только прилагая достаточно хорошее механическое воздействие (например зачистными кругами).
Вместо приготовленного нами раствора также можно использовать паяльную кислоту с хлористым цинком и аммонием в составе (продается она в радиомаркетах).
Но минус ее применения в том, что работать с ней нужно очень быстро (она быстро сгорает) и слой набирает меньше.
И вот конечный результат. На фотографиях последовательно изображены результаты всех проделанных мною и описанных здесь процессов.

Теперь можно набить риску, грунтовать, шпатлевать, опять грунтовать и красить. Но об этом позже:)))
Всем удачи! Любите и берегите свою машину и машина будет долго служить вам!
Лужение. Сравнение свойств чистого олова и покрытий сплавами на основе олова
1. Общие сведения.
На данный момент науке известны четыре аллотропные модификации этого металла: при нормальных условиях существуют и наиболее распространены «серое» олово и «белое» олово. Аллотропные модификации имеют не только разный внешний вид, но и физические свойства, что обусловлено их различной атомной структурой.
2. Процесс лужения.
Лудить можно медь, латунь, бронзу, углеродистую и нержавеющую сталь, алюминий и его сплавы, титан, ЦАМ.
В целом оловянные покрытия обеспечивают хорошую свинчиваемость резьбовых соединений, паяемость, герметичность сборочных узлов. Оловянирование является подготовительной операцией перед заливкой подшипников.
Оловянные покрытия отличаются хорошим сцеплением с металлом основы, высокой эластичностью, устойчивостью к сернистым соединениям и к воздействию тропического климата.
2.1 Лужение чистым оловом.
Основной областью применения покрытий чистым оловом является пищевая промышленность. С органическими кислотами в герметичной среде олово образует комплексы, в результате чего потенциал его смещается в положительную область и оно становится анодом по отношению к железу. Это свойство, а также практически полная безвредность простых соединений олова, позволило использовать его для защиты внутренних поверхностей консервных банок. На изготовление белой (облуженой) жести в XX веке использовалось около 50% добываемого олова. Эти же свойства олова дали возможность применять покрытия на его основе в целях антикоррозионной защиты широкого спектра пищевого оборудования.
В электротехнике оловянные покрытия применяются для защиты медного кабеля от разрушающего воздействия серы, содержащейся в резиновой изоляции; для пайки контактов; для создания между трущимися поверхностями легко прирабатывающегося электропроводного слоя.
Оловянные покрытия пластичны, и хорошо выдерживают механические нагрузки (вальцовку, штамповку, вытяжку).
Электрохимические оловянные покрытия просты в получении, что обеспечивается, в частности, высоким выходом по току электролитов лужения, но обладают рядом проблемных свойств:
• В случае длительного хранения на их поверхности наблюдается рост нитевидных кристаллических образований, которые вырастают в длину до 3-5 мм при толщине в несколько микрон. Эти образования, получившие название «усы», могут послужить причиной короткого замыкания внутри электрорадиотехнической аппаратуры, и соответственно, приводить к выходу ее из строя. До сих пор не установлена точная причина возникновения подобных явлений. Было замечено, что материал, на который осаждено покрытие, оказывает влияние на скорость возникновения усов. Так, в частности, на оловянном покрытии, нанесенном непосредственно на латунь, без технологического подслоя, нитевидные кристаллы появляются чаще и растут быстрее, чем на стальной основе.
• Есть теория, что под воздействием примесей в покрытии возникают внутренние напряжения сжатия специфического характера, что является основной причиной роста нитевидных усов. Примеси в покрытии могут быть механическими включениями (частички инородной твердой фазы), иметь диффузионный характер (диффузия из металла основы в покрытие), а также могут включаться в осадок в процессе соосаждения с основным покрытием. Также причиной роста усов считается наличие напряжений в металле-основе.
• Одной из основных проблем чистого олова является то, что оно имеет очень короткий срок жизни в качестве покрытия под пайку. Теоретически этот срок составляет две недели. В производственной практике установлено, что уже после 2-3 дней хранения пайка становится почти невозможна. Это связано с тем, что чистое оловянное покрытие весьма пористо и имеет в своем составе большое количество примесей. Паяемость луженой поверхности может уменьшаться и вследствие образования на границе медь-олово интерметаллических соединений типа Cu3Sn, Cu6Sn5, которые уже при маленькой толщине (3 мкм) теряют пластичность.
Для сохранения свойств паяемости и снижения пористости покрытия луженую поверхность в обязательном порядке необходимо оплавлять. Оплавление производится погружением в глицерин при 230 ºС, что весьма энергозатратно и увеличивает конечную стоимость покрытия.
2.2 Оловянирование сплавом сплав олово-медь (бронзирование).
Особенности функциональных свойств и внешнего вида сплава олово-медь определяются процентным содержанием компонентов. При содержании от 2 до 3 % олова покрытие имеет медно-красный цвет, при повышении процента олова до 15-20 покрытие становится золотисто-желтым (желтая бронза), а при 35% олова оно приобретает серебристо-белый, близкий к олову, цвет (белая бронза).
Покрытия желтой бронзой по стали проявляют высокую коррозионную стойкость в среде холодной и кипящей водопроводной воды. Желтая бронза обладает невысокой пористостью и может применяться и как самостоятельное покрытие, и в качестве подслоя, например перед хромированием.
Большую роль играют электрические свойства покрытия: удельное сопротивление электролитической бронзы, содержащей 25% Cu и 75% Sn, составляет 0,189 Ом*мм 2 /м, а содержащей 60% Cu и 40% Sn 0,248 Ом*мм 2 /м. Как известно, удельное сопротивление серебра составляет 0,015 Ом*мм 2 /м, Cu 0,017 Ом*мм 2 /м, а Sn 0,143 Ом*мм 2 /м. Приведенные данные свидетельствуют о том, что покрытие белой бронзой по своим электрическим свойствам уступает серебряному и медному покрытиям. Однако при работе в среде, содержащей сернистые соединения, переходное сопротивление бронзовых покрытий более стабильно, чем серебряных. Значение электросопротивления сплава растет синхронно увеличению его твердости, максимум соответствует содержанию Sn 40-45%.
2.3 Оловянирование сплавом олово-свинец.
В силу своей химической стойкости сплав Sn-Pb активно применяется в качестве защитного антикоррозионного покрытия.
Сплав легкоплавок, имеет высокую плотность и низкую механическую прочность, может применяться для обеспечения спекаемости, и в качестве антифрикционного покрытия.
Покрытие обеспечивает однородность паяного шва, исключается образование гетерогенных систем со сложной структурой, вызывающих хрупкость соединения.
Средняя удельная электропроводность оловянно-свинцовых покрытий сопоставима с аналогичной характеристикой золотых покрытий.
Положительным свойством сплава следует считать так же обеспечение постоянства переходного сопротивления при изменении контактных давлений.
Установлено, что покрытия из свинцово-оловянных сплавов, содержащие лишь 5% олова, значительно лучше, чем свинцовые покрытия защищают от коррозии в морской среде. Сплавы с содержанием Sn-Pb 50/50 проявляют наибольшую химическую стойкость. Лучшие антифрикционные свойства обеспечивает сплав состава 8-12 % Sn. Такие покрытия выполняют также роль смазки при штамповке деталей из листовой стали.
Применение покрытия ПОС-60 (олово 60%, свинец 40%) позволяет интенсифицировать процесс пайки за счет снижения температуры плавления сплава до 183 ºС
2.4 Оловянирование сплавом олово-цинк.
Сплав Sn-Zn отличаются более высокими защитными свойствами в условиях атмосферной коррозии по сравнению с чистым цинком. Допускается его эксплуатация при высокой влажности и значительных колебаниях температуры. Наилучшей коррозионной устойчивостью обладает сплав, содержащий 20-25% цинка. Он электрохимически является анодным по отношению к стали, а пористость его, по сравнению с чистым оловом, значительно ниже. При увеличении содержания цинка в сплаве до 50% коррозионная стойкость приближается к чистому цинковому покрытию. При содержании в сплаве 10% цинка и меньше покрытие приобретает катодный характер по отношению к стали и перестает защищать его электрохимически.
Сплав с содержанием 20% цинка легко паяется и пригоден к пайке дольше, чем цинк. Он также легко поддается полировке.
2.5 Оловянирование сплавом олово-никель.
Покрытие сплавами олово-никель рекомендуется для придания свойств паяемости поверхности медных и стальных деталей кислотными флюсами при одновременной защите их от коррозии. Также, покрытие сплавом, содержащим 35-40% никеля, может применяться вместо хромовых покрытий. Микротвердость осадков сплава находится в пределах 4000-6000 МПа, износостойкость в несколько раз выше, чем износостойкость никелевого покрытия.
Покрытие имеет высокие декоративные характеристики и, в виду низкой пористости, может применяться с одним медным подслоем, без промежуточного никелирования. При соблюдении определенных условий электролиза, покрытие может получаться блестящим непосредственно из ванны, без применения блескообразующих добавок. Сплав может применяться вместо лужения, когда требуются более высокие механические характеристики, чем у оловянного покрытия.
Весьма целесообразно применение сплава олово-никель для деталей, подлежащих запрессовыванию в пластмассы.
Электролитический сплав Sn-Ni (65% Sn) представляет собой интерметаллическое соединение, устойчивое до 300 ºС. Такое покрытие не рекомендуется применять для деталей, которые подвергаются многократным перегибам или работают как пружины, так как оно склонно к шелушению и растрескиванию, ввиду высоких внутренних напряжений.
Испытания на пористость показали, что стальные образцы, покрытые сплавом Sn-Ni толщиной 15 мкм с подслоем меди толщиной 20 мкм, практически не имеют пор и обладают высокой коррозионной стойкостью в среде солевого тумана, при переменном нагреве. Кроме того, было установлено, что покрытие в течение нескольких месяцев сохраняет паяемость соответствующую свежеосажденному покрытию. После двухлетнего хранения прочность спайки у покрытия олово-никель уменьшилось на 20%, а у оплавленного олова на 60%
2.6 Оловянирование сплавом олово-висмут.
2.7 Оловянирование сплавом олово-сурьма.
Сплав олово-сурьма (5-10% Sb) по свойствам идентичен олово-висмуту. Термические сплавы олово-сурьма с содержанием сурьмы до 0,5% не подвержены «оловянной чуме». Главное достоинство олово-сурьмянистого сплава состоит в том, что в нем не содержатся высокотоксичные элементы, такие как висмут или свинец, но это не ухудшает его эксплуатационных свойств.
2.8 Сплавы олова, редко применяемые в гальванике.
2.8.1 Сплав кадмий-олово.
Сплавы кадмий-олово представляют собой простую эвтектическую смесь.
Сплавы, содержащие 25% олова и 75% кадмия, проявляют высокие защитные свойства в среде солевого тумана. Имеются данные, что кадмиево-оловянные покрытия (40-60% кадмия), поддаются пассивированию в хромовокислом растворе с повышением стойкости против коррозии. Испытания показали, что кадмиево-оловянные покрытия в среде тепла и влаги, не уступают по коррозионной стойкости покрытиям сплавами Cd-Zn и Sn-Zn. В ходе испытаний на поверхности покрытия Cd-Sn образуются плотные нестирающиеся пленки продуктов коррозии, повышающие их защитные свойства.
Особый интерес представляет использование сплава кадмий-олово для защиты от коррозии стальных деталей авиационного оборудования. Коррозионная среда, в данном случае, особенно агрессивна ввиду резкого перепада температур, конденсации влаги на поверхности деталей, а так же воздействия летучих продуктов пластмасс, изоляционных материалов, смазочных масел и топлива.
2.8.2 Сплав медь-цинк-олово.
На практике электролитический сплав Cu-Zn-Sn сложно контролировать по процентному соотношению компонентов. Сплав может быть получен различного цвета: от серебристо-стального до золотистого. Цвет осадка может варьироваться температурой раствора и регулировкой плотности тока.
Сплавы подобного состава в течение длительного времени сохраняют способность к пайке, имеют достаточно высокую твердость и износостойкость. В промышленности могут применяться для защиты от коррозии резьбовых и точных деталей, для которых не допускается большая толщина покрытия. Покрытия золотистого цвета можно применять для декоративной имитации золота. Сплавы медь-цинк-олово и медь-кадмий-олово в процессе исследования были подвергнуты испытаниям в тропическом влажном климате. Испытания показали, что данные трехкомпонентные сплавы хуже защищают сталь, чем покрытия двойными сплавами Zn-Cd, Sn-Zn и Sn-Cd с соответствующей пассивацией.
2.8.3 Сплав свинец-олово-цинк.
Введение третьего компонента в свинцово-оловянный сплав позволяет дополнительно улучшить защитные, антифрикционные и другие функциональные свойства покрытий. Для снижения расхода олова при покрытии деталей двигателей внутреннего сгорания предложено использование трехкомпонентного сплава: 91-93% свинца; 6-8% олова; 0,5-5 % цинка. Применение свинцовых и цинковых покрытий для таких деталей не эффективно вследствие их низкой коррозионной стойкости по отношению к органическим соединениям и повышенным температурам. Оловянные и кадмиевые покрытия в этих условиях надежно защищают детали от коррозии, но Sn и Cd относятся к числу дефицитных и дорогостоящих металлов.
Покрытие Pb-Sn-Zn имеет наиболее высокую коррозионную стойкость при содержании цинка не свыше 1%. В этом случае защитные свойства покрытия в условиях среды высокой температуры и органических соединений, намного выше, чем у оловянных и кадмиевых покрытий. Кроме того, выраженные защитные свойства трехкомпонентного сплава позволяют применять покрытия небольшой толщины (3-5 мкм).
2.8.4 Сплав свинец-олово-медь.
Осажденный сплав содержит около 90-93 % свинца; 6-9% олова и 0,75-2% меди. Сплав рекомендуется для покрытия подшипников и для обеспечения прирабатываемости, так как проявляет отличные антифрикционные свойства и стойкость в среде органических соединений.
2.8.5 Сплав свинец-олово-сурьма.
Его целесообразно применять для улучшения антифрикционных свойств вкладышей подшипников, имеющих пористое хромовое покрытие. Покрытие трехкомпонентным сплавом толщиной 20-30 мкм значительно улучшает прирабатываемость хромированных вкладышей и повышает их коррозионную стойкость.
2.8.6 Сплав свинец-олово-индий.
Для вкладышей подшипников, работающих при повышенных удельных давлениях и высоких скоростях скольжения, рекомендуются покрытия сплавами, в состав которых входит индий. Возможно использовать для этих целей покрытие, содержащее 42% свинца, 42% олова и 16% индия.
2.8.7 Сплав олово-никель-кобальт.
В литературе есть упоминания о возможности получения трехкомпонентного сплава, состава 42-90% Sn, 4-7% Ni, остальное Co. Сплав пока не нашел применения в промышленности, так как его свойства недостаточно изучены.