Свариваемость металлов и сплавов




![]()
![]()
Свариваемость – это технологическое свойство материала образовывать в процессе сварки соединения, отвечающие конструкционным и эксплуатационным требованиям к ним. При наличии большого разнообразия вышерассмотренных методов сварки, очевидно, что имеется возможность получения сварных соединений большинства материалов. Однако, учитывая, что свойства материалов при сварке могут значительно изменяться, свариваемость является важной комплексной характеристикой материала, помогающей правильно вы-
брать материал, метод, режимы сварки. При оценке свариваемости сплава учитывают степень изменения химического состава и возможность изменения распределения элементов в сварном шве; влияние нагрева на структуру и механические свойства основного материала в околошовной зоне; деформации напряжения и перемещения, связанныесо сварочным процессом; возможность образования горячих и холодных трещин в материале шва и околошовной зоне. Дадим краткую характеристику основным группам сплавов, применяемым в машиностроении. Для сталей основным показателем свариваемости является эквивалентное содержание углерода Сэ, при расчёте которого учитывается содержание основных легирующих элементов.
Низкоуглеродистые стали Сэ≤ 0,3 %свариваются хорошо.
Высоколегированные коррозионностойкие стали(Сэ > 10 %) склонны к образованию хрупких структур и резкому разупрочнению зоны шва. Для восстановления первоначальной структуры требуется термообработка (нормалиация и (или) отпуск). Для сталей с аустенитной структурой для уменьшения вредных последствий применяется сварка плавлением на малых энергиях с теплоотводящими подкладками + закалка в воде с 1100 °С (для фиксации аустенитной структуры). Эти стали хорошо варятся контактной сваркой.
щиту шва от окисления производят флюсом на основе буры (Na2B4O7). В некоторых случаях при заварке малых дефектов используется холодная сварка стальными, медножелезными, медно-никелевыми электродами.
Медь и ее сплавытрудно свариваются, т. к. расплавленная медь легко окисляется и по границам зерен образуется легкоплавкая эвтектика Cu2O-Cu, которая дает хрупкость (горячие трещины). Сплавы активно насыщаются водородом Н2, дающим водородную хрупкость, что приводит к образованию холодных трещин. Высокая теплопроводность требует концентрированного подвода энергии и подогрева. Большая усадка медных сплавов приводит к значительному короблению. Повышенная жидкотекучесть затрудняет оформление наклонных, вертикальных и потолочных швов.Учитывая вышеназванные особенности медных сплавов, рекомендуется их сваривать в защитных газах. Режим выбирается с повышенной плотностью энергии из-за высокой теплопроводности, при толщине δ > 10 мм сварку ведут с подогревом до 300 °С, при δ > 30 мм – применяется плазменная сварка, флюс на основе буры, при δ > 50 мм используется электрошлаковая сварка. Контактной сваркой медные сплавы не свариваются, так как имеют малое электрическое сопротивление и в зоне контакта не происходит нагрева. При сварке латуни испаряется основной компонент Zn. Его пары токсичны, поэтому следует обеспечивать интенсивную вытяжную вентиляцию из зоны сварки. Для обеспечения хорошего качества шва следует сварить латунь в защитных газах или под слоем флюса. Бронзы сваривают как медь, кроме оловянистых, которые сваривают с большой скоростью и без подогрева, чтоб не выплавилось олово.

плавящимся при δ > 10 мм в защитных газах. При сварке нужна большая тепловая мощность, т. к. сплавы алюминия имеют высокую теплопроводность. Чистый алюминий хорошо сваривается холодной сваркой. Тугоплавкие металлы и сплавы(Ti, Zr, Mo, Nb) имеют температуру плавления 2500…3000 °С. При нагреве интенсивно поглощают газы, что резко снижает их пластичность. Zr и Ti варят в аргоне, перед сваркой проволоку и основной металл дегазируют путем отжига в вакууме. Mo и Nb варят в аргоне или электронно-лучевой сваркой в вакууме. Дефекты сварных соединений:непровар, неполный шов, пережог, прожог, пористость, трещины, раковины, наплывы. Контроль сварных соединений:предварительный контроль материалов, контроль режимов сварки, внешний осмотр, рентгеноскопия, γ-излучением, ультразвуковой, магнитный и люминесцентный контроль, механические испытания (растяжение образцов, вырезанных из сварного шва и зоны термовлияния, неразрушающие испытания твердомером), металлографические исследо-
вания, гидравлические или пневматические испытания, керосиновая проба на
герметичность (другая сторона шва покрывается мелом), окончательный кон-
11.2. Пайка 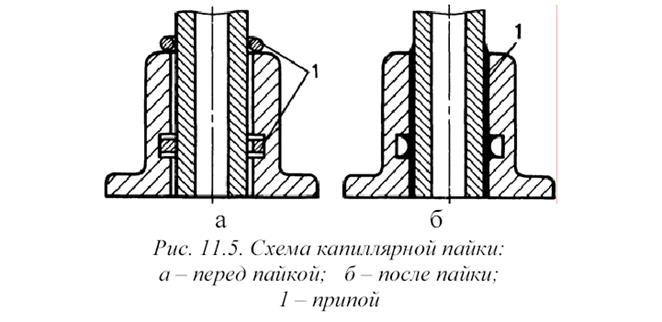
Пайка– это соединение деталей без их расплавления с помощью припоя, температура плавления которого ниже, чем у основного металла (рис. 11.5). Поверхности предварительно очищают, обезжиривают, удаляют оксиды, применяют флюсы либо защитные газы.
Применяется пайка в печи, в индукторе, погружением в расплав припоя, радиационный нагрев кварцевыми лампами, электронным или лазерным лучом, газопламенными горелками, паяльниками и паяльными лампами. Припои подразделяются на твёрдые (тугоплавкие и достаточно прочные Тпл выше 500 °С, σв ≤ 700МПа) и мягкие, имеющие меньшую температуру плавления и меньшую прочность. Твёрдые припои изготавливают на основе Cu, Ag,
Al, Mg, Ni. Они широко применяются для соединения меди, латуни, бронзы, стали, чугуна и др. сплавов. Флюсы: бура, борная кислота, плавиковый шпат и хлористые металлы. Мягкие припои изготавливают на основе Sn, Рd, Кd, Wi, Zn. Они обеспечивают прочность σв ≤ 100 МПа. Для них используются флюсы: канифоль, NH4Cl (нашатырь), ZnCl (травленая соляная кислота). Флюсы при пайке защищают место спая от окисления, обеспечивают смачиваемость припоем и растворяют окисную пленку. Для пайки тугоплавких металлов разработа-
Свариваемость металлов
![]()
![]()
Свариваемость— технологическое свойство материалов или их сочетаний, характеризующее их способность образовывать в процессе сварки соединения, которые отвечают конструктивным и эксплуатационным требованиям к ним. Как правило, конструктивные и эксплуатационные требования, предъявляемые к сварным соединениям, определяются свойствами используемых материалов, поэтому часто под свариваемостью понимают способность материалов образовывать в процессе сварки соединения, не уступающие по своим свойствам свариваемым материалам.
В общем случае свариваемость есть комплексное свойство, и оно определяется:
□ простотой технологии сварки;
□ количеством способов сварки, которые могут оыть использованы для соединения материала;
а областью режимов сварки, обеспечивающих получение качественного сварного соединения;
□ номенклатурой изделий, для которых могут быть использованы сварные соединения из данного материала.
Свариваемость зависит от состава и свойств материала.
Чем хуже свариваемость, тем сложнее технология сварки. При ее разработке необходимо учитывать как свойства исходного материала, так и те изменения, которые могут наблюдаться при сварке в материале сварного соединения.
Основные критерии свариваемости:
□ окисляемость металла при сварке;
□ сопротивляемость образованию горячих трещин;
□ сопротивляемость образованию холодных трещин;
□ чувствительность металла к тепловому воздействию сварки, характеризуемая его склонностью к росту зерна, структурными и фазовыми изменениями В шве и зоне термического влияния;
Q чувствительность к образованию пор.
Рассмотрим свариваемость различных металлов и сплавов, начиная с наиболее важного — стали.
Свариваемость сталей
По степени свариваемости стали подразделяют на четыре группы: хорошо сваривающиеся, удовлетворительно сваривающиеся, сваривающиеся ограниченно и плохо сваривающиеся (табл. 18.1, 18.2). При этом критерием оценки свариваемости стали принято считать ее склонность к образованию трещин и уровень механических свойств сварного соединения по сравнению с теми же свойствами основного металла.
Таблица 18.1 Группы технологической свариваемости сталей
|
Таблица 18.2 Классификация сталей по свариваемости
|
В группу хорошо сваривающихся сталейвходят такие стали, при сварке которых хорошее качество сварных соединений достигается применением режимов сварки в широких пределах, при любых температурах окружающего воздуха, без предварительного подогрева, без подогрева в процессе сварки и без последующей после сварки термической обработки, если она не предназначена для снятия напряжения. Они хорошо свариваются без применения особых приемов. К ним относятся стали СтЗ, 08, 10ХСНД, 09^2, Х18Н10Т и др.
Стали, которые входят в группу удовлетворительно сваривающихся,можно сваривать только при температуре воздуха не ниже +5 °С. Требуемое качество сварных соединений достигается применением специальных электродов, флюсов и режимов сварки в узких пределах. Стали этой группы подвергают термической обработке до сварки по режимам, которые зависят от марки стали и назвачения свариваемого изделия. При сварке элементов большой толщины из удовлетворительно сваривающихся сталей рекомендуется предварительный подогрев. Стали второй группы (30, 35, Стб, 15ХСНД и др.) свариваются удовлетворительно. Однако для получения высококачественных сварных соединений необходимы строгое соблюдение режимов сварки, специальные температурные условия, в некоторых случаях — подогрев, термообработка.
Ограниченно сваривающиеся сталиобладают склонностью к образованию трещин. При сварке этих сталей режимы сварки следует выдерживать узких пределах; механические свойства улучшают путем применения соответствующих электродов, присадочных материалов, флюсов; используют предварительный и сопутствующий подогрев (для плохо сваривающихся сталей) и последующую термическую обработку. Сварка допускается только при положительных температурах окружающего воздуха. К сталям третьей группы относятся 40, 50, 35Х, ЗОХМА, Х25НВ и др.
Плохо сваривающиеся стали склонны к образованию трещин в шве и зоне термического влияния. При их сварке необходим подогрев, обязательна последующая термообработка. Обычно стали четвертой группы (50Х, Г13, 35ХГ2 и др.) для изготовления сварных строительных конструкций не применяют.
Общие сведения о свариваемости металлов
Под свариваемостью понимают способность металлов и сплавов соединяться с помощью того или иного метода сварки ; при этом сварные соединения должны обладать теми же свойствами, что и свариваемый металл, и не иметь дефектов в виде трещин, пор, неметаллических включений и т. п.
Наиболее часто встречается неоднородность в свойствах сварного шва, околошовной зоны и основного металла, обусловленная различием в структуре, величиной зерна и другими причинами. Сварочный термический цикл в околошовной зоне характеризуется нагревом металла до высоких температур и значительными скоростями охлаждения. При сварке углеродистых и легированных сталей происходит закалка околошовной зоны. Закаленная околошовная зона имеет более высокую твердость и пониженную пластичность по сравнению с основным металлом и сварным швом ( рис. 198 ).
Рис. 198. Распределение твердости по сварному соединению стали 50ХФА: 1 — сварной шов; 2 — зона термического влияния; 3 — основной металл.
Следствием плохой свариваемости металлов являются трещины, которые разделяются на горячие и холодные. Горячие трещины образуются главным образом в сварных швах в процессе их кристаллизации в результате развития внутренних деформаций. Горячие трещины наблюдаются в сталях, алюминиевых и медных сплавах и др. ( рис. 199 ).
Рис. 199. Горячие трещины в сварном шве.
Качественная оценка сопротивляемости металла образованию горячих трещин при сварке может быть произведена путем сварки жестких образцов, так называемых «технологических проб» ( рис. 200 ). Материалы, получившие при сварке проб горячие трещины, считаются склонными к трещинообразованию. Один из способов количественной оценки сопротивляемости металла образованию горячих трещин при сварке заключается в испытании сварных образцов на специальной испытательной машине ( рис. 201 ). Испытание образцов ведется таким образом, что кристаллизующаяся сварочная ванна подвергается деформации растяжения. Скорость растяжения, вызывающая образование горячих трещин в образце, является критической и служит количественно оценкой сопротивляемости металла сварного шва образованию трещин.
Рис. 200. Крестовая «технологическая проба» 1, 2, 3 и 4 — порядок наложения сварных швов.

Рис. 201. Схема машины для определения сопротивляемости металла сварного шва образованию горячих трещин при сварке: 1 — разрезной образец (испытывается в момент нахождения сварочной ванны в разрезе); 2 — захваты машины; 3 — механический привод, обеспечивающий деформирование образцов с различной скоростью.
Холодные трещины возникают в околошовной зоне после полного затвердевания сварного шва в период завершения охлаждения или последующего вылеживания сварной конструкции ( рис. 202 ).
Рис. 202. Холодные трещины в околошовной зоне сварного соединения.
Наиболее простой качественный способ определения сопротивляемости сталей образованию холодных трещин заключается в сварке технологических проб. Количественный метод оценки сопротивляемости сталей образованию холодных трещин при сварке состоит в механическом испытании сварных образцов непосредственно после сварки постоянной длительно действующей нагрузкой. В специальных установках сварные образцы небольших размеров нагружаются грузами ( рис.203 ). Под действием груза образцы выдерживаются в течение 20 часов. Величина напряжений в образце, при которой возникают холодные трещины, является критической и служит для оценки сопротивляемости сталей образованию трещин.
Рис. 203. Схемы установок для определения сопротивляемости сталей образованию холодных трещин при сварке: а — испытание стыкового образца: 1 — образец; 2 — захваты машины; 3 — блок; 4 — груз; б — испытание таврового образца; 1 — образец; 2 — рычаг с вилкой: 3 — система блоков; 4 — груз.
К хорошо сваривающимся относятся малоуглеродистые и низколегированные стали марок Сталь 25, 15НМ, 20Х и др.
Удовлетворительно свариваются стали марок: Сталь 35, 25ХНМА, 20ХГС и др. При сварке этих сталей необходимо строго соблюдать режим сварки, иногда их нужно подогревать до 100 — 150°.
К плохо сваривающимся относятся материалы, которые, хотя и свариваются некоторыми способами с применением сложных технологических приемов, однако имеют пониженное качество сварных соединений. Плохо сваривающимися являются стали 50Г2, 50ХФА и др.
Билет № 11. Вопрос 1. Понятие свариваемости металла
Вопрос 1. Понятие свариваемости металла. Классификация сталей по свариваемости.
Под свариваемостью понимается способность стали данного химического состава давать при сварке тем или иным способом высококачественное сварное соединение без трещин, пор и прочих дефектов.
На свариваемость стали влияет содержание в ней углерода и легирующих элементов.
С повышением содержания углерода в стали в ней возрастают прочностные свойства, но в то же время возрастает хрупкость и склонность к образованию трещин при сварке.
Различают физическую и технологическую свариваемость.
Физической свариваемостью обладают практически все металлы и их сплавы, т. е. способностью образовывать монолитное неразъемное соединение с установлением в нем химических связей.
Под технологической свариваемостью понимается реакция металла на воздействие конкретных условий сварки и при этом возможность образовывать соединение с требуемыми свойствами.
Для предварительного суждения о свариваемости стали известного химического состава можно подсчитывать эквивалентное содержание углерода, пользуясь формулой:
В целом, по признаку свариваемости все стали можно условно разделить на четыре группы (приложение 2).
Вопрос 2. Техника и технология выполнения швов в горизонтальном, вертикальном и потолочном положении.
Сварка в вертикальном положении.
Расплавленный металл под действием силы тяжести стремится стекать вниз, что затрудняет формирование шва. Поэтому вертикальные швы выполняют очень короткой дугой, при которой расстояние между каплями на электроде и жидким металлом в сварочной ванне настолько мало, что между ними возникает взаимное притяжение. Благодаря этому капли электродного металла сливаются со сварочной ванной при малейшем касании их между собой.
Объем расплавленного металла уменьшают снижением сварочного ток на 10-15% по сравнению с нижним положением, а диаметр электрода ограничивают до 5 мм.
Вертикальные швы выполняют как снизу вверх, так и сверху вниз.
В первом случае (рис. 30, а) дуга возбуждается в самой нижней точке вертикально расположенных пластин, для этого электрод устанавливают перпендикулярно поверхности свариваемого изделия (положение 1). Затем электрод немного наклоняют вниз для того, чтобы слой давления газов дуги предшествовал стеканию металла сварочной ванны (положение 2). При этом застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла.
Сварку сверху вниз применяют при малой толщине металла. В этом случае подтекающий под дугу жидкий металл уменьшает возможность образования сквозных прожогов.
В начале сварки (рис. 30, б) дуга возбуждается в самой верхней точке пластин при горизонтальном расположении электрода. После образования ванны жидкого металла электрод наклоняют на 15-20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебательных движений электрода должна быть небольшой, а дуга – очень короткой, чтобы капли расплавленного металла удерживались от падения концом электрода.

Рис. 30. Выполнение сварных вертикальных швов
Сварка горизонтальных швов.
Горизонтальные швы на вертикальной плоскости выполнять труднее, чем вертикальные. Для предупреждения отекания жидкого металла скос кромок обычно делается на одном верхнем листе (рис. 31, а). Дуга в этом случае возбуждается на нижней горизонтальной кромке (положение 1), а затем переносится на наклонный скос (положение 2), поднимая вверх стекающую каплю металла. Колебательные движения электродом совершают по спирали. Выполнять горизонтальными сварными швами нахлесточные соединения легче, чем стыковые, так как горизонтальная кромка нижнего листа (рис. 39, б) способствует удержанию расплавленного металла от стекания вниз. При выполнении горизонтальных швов с двумя скосами кромок устанавливают порядок их наложения (1-4 рис. 39, в), который в процессе проваривания верхней кромки позволяет избежать потолочного положения кратера с расплавленным металлом.
Сварка в потолочном положении.
Сварка в потолочном положении (рис. 32) наиболее трудна, так как направление силы тяжести расплавляемого металла противоположно направлению его переноса. Это требует максимального уменьшения объема расплавляемого металла, что достигается ограничением диаметра электрода до 4 мм и снижением сварочного тока на 15-20% по сравнению с нижним положением.

Рис. 32. Сварка потолочных швов
Для сварки в потолочном положении подходят электроды, дающие небольшой шлак.
Хороший провар корня шва при потолочной сварке обеспечивается применением электродов диаметром не более 3 мм.

Дата добавления: 2015-01-18 ; просмотров: 10 ; Нарушение авторских прав
Свариваемость сталей
Выделяют довольно большое количество параметров, которые определяют основные свойства металла. Среди них выделяют показатель свариваемости. На сегодняшний день сварка стали проводится крайне часто. Подобный способ соединения металлов и других материалов характеризуется высокой эффективностью, так сварной шов может выдерживать большую нагрузку. При плохом показателе провести подобную работу сложно, в некоторых случаях даже невозможно. Все металлы разделяются на несколько групп, о чем далее поговорим подробнее.

Основные критерии, устанавливающие свариваемость
Оценивая свариваемость сталей, всегда уделяют внимание химическому составу металла. Некоторые химические элементы могут повысить этот показатель или снизить его. Углерод считается самым важным элементов, который определяет прочность и пластичность, степень закаливаемости и плавкость. Проведенные исследования указывают на то, что при концентрации этого элемента до 0,25% степень обрабатываемости не снижается. Увеличение количества углерода в составе приводит к образованию закалочных структур и появлению трещин.

К другим особенностям, которые касаются рассматриваемого вопроса, можно отнести нижеприведенные моменты:

В зависимости от особенностей структуры и химического состава материала все сплавы делятся на несколько групп. Только при учете подобной классификации можно выбрать наиболее подходящий сплав.
Классификация сталей по свариваемости
Хорошей обрабатываемостью обладают сплавы, в которых при нагреве не образуются трещины. По данной характеристике выделяют четыре основных группы:

Классификация сталей по свариваемости
Каждая группа характеризуется своими определенными особенностями, которые нужно учитывать. Сталь 20 относится к первой группе, в то время как распространенная сталь 45 обладает низкой податливостью к сварке.
Группы свариваемости
Все группы свариваемости сталей характеризуются своими определенными особенностями. Среди них можно отметить следующие моменты:

Каждый сплав и металл относится к определенной группе. Кроме этого, степень свариваемости меняется после улучшения материала, к примеру, путем азотирования или закалки.
Как влияют на свариваемость легирующие примеси
Как ранее было отмечено, включение в состав большого количества легирующих элементов приводит к изменению основных характеристик. При этом отметим следующие моменты:
Именно поэтому при выборе легированного сплава уделяется внимание не только типу легирующих элементов, но и их концентрации. Принятые стандарты ГОСТ определяют то, что при маркировке могут указывать основные химические вещества и их количество в составе.
Влияние содержания углерода на свариваемость стали
Во многом именно углерод определяет основные эксплуатационные характеристики сплава. Слишком высокая концентрация подобного химического вещества приводит к повышению твердости и прочности, но также и хрупкости. Кроме этого, в несколько раз снижается степень свариваемости. К другим особенностям отнесем следующие моменты:
Стоит учитывать, что проводимая химикотермическая процедура может привести к снижению податливости к рассматриваемому способу соединения. Именно поэтому улучшение сплава проводится после создания конструкции путем обработки шва.
Свариваемость низкоуглеродистых сталей
Низкоуглеродистые сплавы хорошо подаются свариванию. При этом можно отметить следующие моменты:

Как правило, подобные металлы не нужно перед обработкой подвергать подогреву, а после проведения процедура закалка или отпуск выполняется только для при необходимости.
Свариваемость закаленной стали
Распространенной термической обработкой можно назвать закалку. Она предусматривает воздействие высокой температуры, которая может изменить структуру материала. После охлаждения происходит перестроение структуры, за счет чего происходит упрочнение структуры и повышение твердости поверхностного слоя. К другим особенностям отнесем следующие моменты:
Закаленная сталь сложна в обработке. Кроме этого, если ранее не проводился отпуск в структуре может быть переизбыток напряжения, что и приводит к появлению трещин.
Повторная обработка швов может не привести к повышению их прочности.

В заключение отметим, что хорошей податливость сварке обладают металлы из различных групп. Примером можно назвать некоторые нержавейки, которые даже после воздействия тепла обладают коррозионной устойчивостью. Именно поэтому для сварочных работ рекомендуется выбирать материал, который характеризуется хорошей обрабатываемостью.