Литье форм из жидкого силикона в домашних условиях

В прошлый раз я описывал разработку набора для фокуса «Растворимая ложка», в котором фигурировала форма из силикона.
Сегодня подробно распишу сам процесс литья таких форм из жидкого силикона на основе платины. Предупреждаю, под катом много фото!
Материалы и оборудование
Двухкомпонентный жидкий силикон
Какой именно и где я покупал жидкий силикон описал в прошлый раз.

Форма для отливки силикона
Форму мне изготавливали на заказ из алюминия, но для простых и домашних задач ее можно сделать своими руками из гипса. Этот процесс я еще не описывал, так что будет тема для очередного поста.
Вот пример гипсовой формы, которую делали сами в самом начале: 
А это уже промышленная форма: 
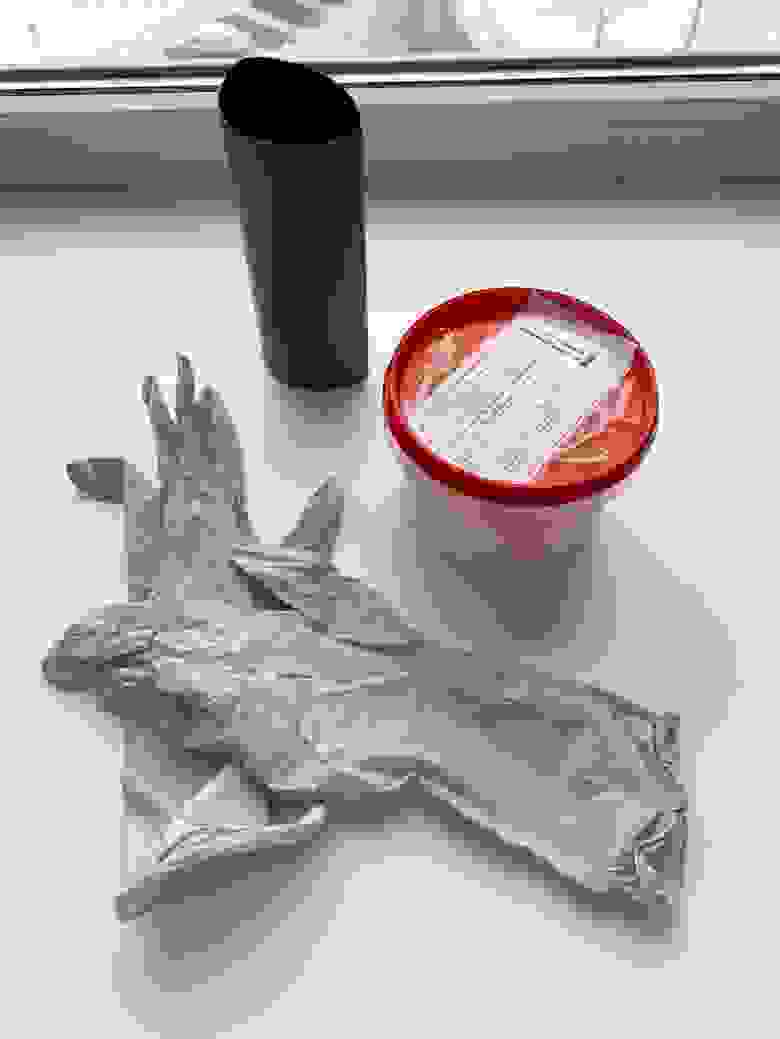
Емкость для замешивания
Лучше использовать прозрачные емкости с мерными рисками. Но чтобы не портить тару я взял флакон из под шампуня и обрезал верхушку. А так как флакон не прозрачный, понадобились дополнительные стадии для определения уровня наполнения. Но это мелочи.
Палочка для перемешивания
Силикон состоит из двух компонентов которые нужно смешать вместе в равных пропорциях. Для перемешивания отлично подходят китайские палочки для еды, которые можно прихватить по дороге домой в любом фастфуде с роллами.

Воронка
Как правило, формы для отливки имеют небольшое отверстие для заливки в них силикона. Поэтому пригодится воронка, изготовить которую можно из глянцевой бумаги, сверху зафиксировав скотчем.

Перчатки
При работе использовал обычные латексные перчатки. Но подойдут любые, лишь бы в них было удобно.
Обезжириватель
Форму, куда будет заливаться силикон, нужно очистить и обезжирить. В первые разы я этого не сделал и на форме оказались небольшие рытвины от твердого мусора, а в паре мест силикон довольно сильно прилип к форме.
Для очистки я использовал очиститель, купленный на строительном рынке. Фотку его забыл сделать, к сожалению. Но можно спирт или WB использовать.
Что еще может пригодится
Восковая смазка
У поставщика силикона продается специальная восковая смазка в виде спрея. Ее наносят на форму перед заливкой и это гарантирует легкое извлечение готовой силиконовой детали из формы. Но я пока обошелся без нее.
Вакуумная камера
Можно еще использовать центробежную или вакуумную камеры, чтобы удалять пузырьки воздуха из силикона. Но для моей цели это было не так критично, да и пузырьков почти не оказалось.
Процесс изготовления
Установка по уровню
Так как мои формы для отливки имеют форм-фактор ванночки, то их нужно установить горизонтально при помощи уровня. После замера я подложил под низкий край картонки и все готово.

Определение объема формы
Для начала нужно понять сколько понадобится силикона для изготовления конкретной формы. Проще всего использовать воду.
Заполняем форму водой и выливаем ее из формы в мерный стаканчик. В моем случае объем составил 130 мл. Вторая форма почти так же. Итого получилось 260 мл.

Теперь про емкость для замешивания силикона. По сути, нужен мерный стаканчик с двумя метками 130 мл и 260 мл, чтобы по очереди залить два компонента силикона.
Я вышел из положения так: взял одну из двух китайских палочек, поместил ее в емкость и залил внутрь 130 мл воды. В том месте, где оказалась грань между сухой палочкой и мокрой, прочертил линию. Затем добавил в емкость еще 130 мл и прочертил вторую риску.

Приготовление силиконовой смеси
Для приготовления силиконовой смеси нужно смешать два компонента жидкого силикона в равных пропорциях и тщательно перемешать.

Компонтент А


Компонент B:


Очень важно хорошо перемешать, иначе реакция произойдет не равномерно и часть силикона останется жидким и форма будет испорчена.
На все про все есть 15 минут, после силикон станет застывать и его невозможно будет вылить в форму.
Заливка силикона в форму
В первую форму медленно и в одну точку стал лить приготовленную силиконовую смесь. Важно лить в одну точку, чтобы силикон сам распространялся по форме и выгонял воздух. Если начать перемещать струю, то может образоваться полость с воздушным пузырьком, и из-за этого внутри силиконовой формы окажется либо дырка, либо пустое место.

Когда почти вся форма заполнилась силиконом, закрыл ее специально приготовленной крышкой с отверстиями. В одно из них вставил воронку и стал подливать в нее силикон. Вторая дырка нужна для выхода воздуха.


Важно отметить, что крышки нужно плотно прижимать к форме. Я делал это рукой, но было не очень удобно. На будущее изготовлю фиксаторы или защелки.

После того, как формы полностью заполнились силиконом, сверху поставил груз. В таком виде будет находится 24 часа для полного застывания.

Извлечение готовых силиконовых форм
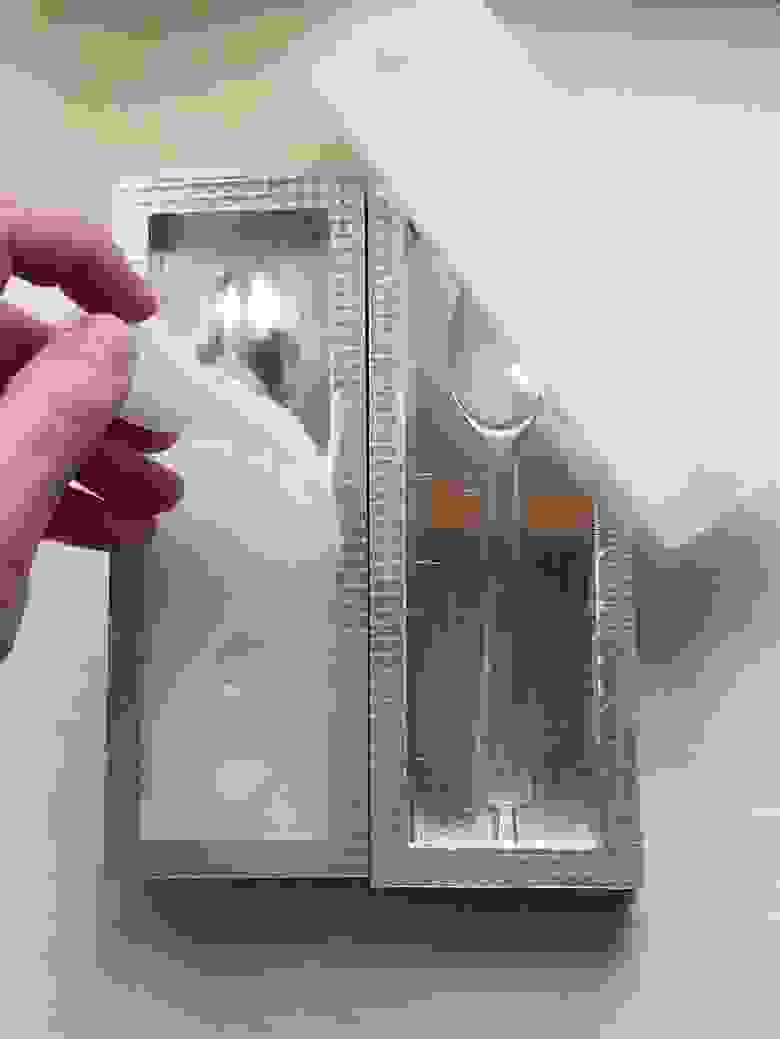
Через сутки силиконовые формы готовы и их можно извлекать из оснастки. Для этого аккуратно плоским предметов (я использовал металлическую линейку) нужно поддеть с краю и медленно приподнять.


Если два компонента жидкого силикона были хорошо перемешены и после заливки прошло 24 часа, то изделие легко отстает от формы. А вот если плохо перемешать смесь, то местами она останется жидкая и деталь будет испорчена.
Дефекты и удаления излишек
Все таки образовались воздушные полости и теперь форма немного с браком. Для моей задачи это вообще не критично, но страдает товарный вид. В следующий раз это учту.


Между крышкой и формой существует небольшой зазор, силикон в него проникает и на форме остаются излишки. А еще в отверстиях для заливки тоже остается силикон и получаются наросты. Их легко удалить при помощи ножниц и канцелярского ножа.



Для чего могут еще пригодится формы из силикона
При выборе силикона для литья основным ограничителем является температура, поэтому заливать что-либо с температурой выше 120°C не получится. Конкретно в эти силиконовые формы будет заливаться галлий, металл с низкой температурой плавления (около 30 градусов), поэтому проблем не будет.
Для чего еще можно использовать формы, отлитые из жидкого силикона:
Свой 2-тактный мотор: песочница, куличики и 10кг расплавленного металла
В прошлой части был показан процесс разработки модели цилиндра. В этой речь пойдет о его материализации. На момент начала этой работы у меня имелся опыт литья нескольких сотен мелких деталей из алюминия и мучительной отливки прошлой версии цилиндра, которая так и не была закончена. Ее удалось отлить лишь с пятого или шестого раза, уже и не помню… А ведь на каждый комплект одноразовых форм приходилось тратить около месяца работы. Проблема была в захвате воздуха литниковой системой — при заливке металл захватывал воздух, который образовывал пустоты в теле. Какие только литниковые системы я не пробовал, какие только советские литейные талмуды не читал все было без толку. И так бы продолжалось и далее пока я не решил испробовать радикальное решение проблемы — наклонный под 30-45° к вертикали литник большого сечения. С ним отливка сразу получилась как нужно.

Осенью 17-го года товарищ позвал меня с ним участвовать в конкурсе «умник», поскольку сам он уже участвовал, а второй раз нельзя. По сему гранту выдают де-юре 0,5Мруб на два года без какой-либо отчетности о растратах, хотя де-факто на руках оказывается 4/5 от общей суммы. Так уж повелось, что на эти деньги принято покупать самобеглую повозку. Я же хотел иначе и согласился с условием потратить деньги на развитие мастерской и, по-крайней мере, купить фрезерный станок. Как я понял, это в планы моего коллеги не входило и в дальнейшем разговор не поднимался. Позже я узнал, что был найден другой прокси. Данный факт задел мое самолюбие, и я решил, что у меня будет свой грант со станками и оснасткою. Оставалось найти проект, в котором будет что-то протаскиваемое в тематику, и тут как нельзя лучше подвернулся тянувшийся на тот момент около пяти лет CR620/724. На тот момент у меня были готовые модели цилиндра 724см³ и сопутствующей мелочевки и кроме того возможность реализовать это своими силами — 3D-печать, технология литья, рабочая литниковая система для таких сложных отливок и токарный станок. Я решил, что грант пойдет на косвенные траты по проекту, а делаться будет, в основном, за свой счет. В случае победы я получал жесткие сроки, с коими у меня проблема. Заявка прошла. Необходимость показать какие-то железяки на финальном этапе отбора проектов вынудила меня ускориться.
Экспозиция дана и теперь настало время перейти непосредственно к технической части.
Процесс изготовления литейной оснастки
Методы литья бывают как с многоразовой модельной оснасткой, так и с одноразовой. Модельная оснастка нужна для получения литейных формы. Заливка металла производится в литейные формы, которые тоже бывают многоразовые (металлические, в основном при использование литья под давлением). Литейная форма состоит из внешней формы и внутреннего стержня, задача которого — сформировать полости в отливке. В данном проекте было использовано литье в землю, то есть в одноразовые литейные формы, состоящие из смеси минералов.
Для применения многоразовой модельной оснастки необходимо в процессе проектирования отливки учитывать проблему извлечения элементов литейных форм из модельной оснастки (многоразовая модельная оснастка аналогичного цилиндра, стержень(крайний справа) и отливка(по центру) показана на главной картинке статьи). Часто, например, картер мотоциклетного двигателя и его крышки, для получения литейных форм достаточно четырех деталей модельной оснастки (две полуформы наружной поверхности и две для стержня). Однако, для цилиндра двухтактного двигателя, из-за сложной геометрии внутренних полостей, нужен набор из примерно двух десятков деталей модельной оснастки. А поскольку в рамках данной работы не ставится цель получить много одинаковых отливок, то было принято решение использовать одноразовую модельную оснастку.
На предыдущем этапе была получена модель цилиндра как готовой детали. Отливка представляет собой готовую деталь с литниковой системой и припуском под обработку. Вверху отливки были выполнены прибыли для питания отливки расплавом при кристаллизации, это позволяет сместить области усадки из отливки в литниковую систему, а так же обеспечить отвод вытесняемого воздуха.

Модель отливки цилиндра
Для получения отливки было использовано литье по выплавляемым моделям. В этом случае модельная оснастка представляет собой модель отливки из легкоплавкого материала (литейного воска или подходящего пластика). В данном проекте был использован пластик PLA (полилактид), поскольку он, в отличие от многих других, имеет явную температуру плавления, после которой его вязкость резко уменьшается, что позволяет ему легко вытечь из литейной формы, в отличии от ABS, который имеет недостаточно низкую вязкость до, по крайней мере, 300°С. При прокаливании остатки пластика сгорают с образованием незначительного количества твердых отходов, которые, в отличии от ABS пластика, не сцеплены со стенками литейной формы и легко выдуваются сжатым воздухом. При нагреве ABS до 700-800°С без хорошего доступа кислорода образуются твердые тела, сцепленные с формой, которые потом портят отливку.
Для литья по этой технологии важным является газопроницаемость литейной формы, ибо в ней все равно остаются вещества, переходящие в газовую фазу при нагреве до температуры расплава. В случае плохой газопроницаемости материала литейной формы в отливке образуются газовые пузыри, что является одной из наиболее частых причин брака в литейном деле.
Пластиковая модель отливки цилиндра была изготовлена путем трехмерной печати. Однако, размер области печати принтера меньше габаритов отливки, из-за чего пришлось разбить ее на составные элементы. Изготовление всех остальных деталей было выполнено с помощью этого же процесса.
Разбиение модели отливки цилиндра для трехмерной печати
Изготовление модели цилиндра двигателя и его литейных форм
Модель была напечатана слоем 250мкм из PLA пластика и состояла из двадцати частей. Все части модели отливки печатались с 10% заполнением. Компоненты модели были собраны на центрирующих штифтах и склеены, а стыки между ними заделаны литейным воском. Без заделки стыков на отливке будут повторены щели между ними, которые тяжело вычищаются от остатков формовочной смеси и являются концентраторами напряжения. В модели были выполнены технологические отверстия в рубашку охлаждения. Эти отверстия создают дополнительные опоры для непрочного, в силу своей геометрии, стержня рубашки охлаждения. Иначе во время заливки он может расколоться от неравномерного нагрева и его осколки будут увлечены течением расплава, что уже приводило к браку похожих отливок. Любое повреждение литейных форм при заливке порождает свободные частицы, которые всегда портят отливку. Поэтому лучше сделать технологические отверстия в удобных местах, чем потом придумывать как заварить дефект где-то внутри.
Материалом для литейных формы служил просеянный песок фракции 0,63мм в смеси с натриевым жидким стеклом в пропорции 4/1. Формовочную смесь необходимо тщательно утрамбовать и уделить особое внимание каналам в отливке. Перед захоронением модели с заполненными каналами в формовочную смесь желательно снять небольшой слой смеси с выходов каналов — она успевает начать твердеть на воздухе и после литейная модель может расколоться по этим поверхностям, чего бы не хотелось. После завершения формовки для затвердения смеси ее необходимо через проколы продуть углекислым газом. CO₂ разрывает связь между оксидом натрия и оксидом кремния в жидком стекле и SiO₂ сцепляет песчинки между собой. При продувке слышен характерный хруст, который свидетельствует о том, что процесс отвердения идет. На каждый прокол требуется порядка 1/2 минуты подачи углекислого газа. Особенно важно хорошо продуть стержень.
Для изготовления литейных форм модель отливки была установлена в опоки и свободное пространство в опоке и внутри модели было заполнено смесью песка с натриевым жидким стеклом. Из этой же смеси были изготовлены литник и плита, увеличивающая высоту прибылей. Все компоненты литейной формы были собраны вместе и обложены с зазором кирпичом.
Собранная модель отливки
Литник был выполнен наклонным под углом 45° к вертикали.
Проверка сопряжений литейных форм
На следующем шаге пластик из литейной формы был выплавлен, а она прокалена и продута сжатым воздухом для удаления осыпавшегося песка с золой. После предыдущих операций литейная форма была оставлена в печи, поскольку лишние циклы нагрева могут повлечь ее растрескивание, что может повлечь отделение части стержня, последствия чего описаны выше.
Прокаленная литейная форма
Выполнение отливки цилиндра двигателя и ее механическая обработка
Для заливки был использован силумин марки АК9ч, поскольку он обладает хорошей прочностью и жидкотекучестью, низкой литейной усадкой и является классическим выбором для изготовления цилиндров и блоков двигателей с чугунными гильзами. Слитки были разделены на небольшие, влезающие в тигель фрагменты, и расплавлены в плавильной печи(печь самодельная, могу осветить конструкцию). Когда расплав прогрелся до температуры на 20°С ниже температуры заливки, из печи была извлечена нагретая до 300°С литейная форма, которая оставалась нагретой с прокалки, и установлена в подготовленную кирпичную опалубку.
Пространство между формой и опалубкой было засыпано песком для предотвращения вытекания расплава из возможных трещин, а стыки компонентов формы были заделаны формовочной смесью. Заливка была выполнена при температуре расплава в 740°С. Больно ответственный момент для мыслей о картинках и отвлекаться на другого человека с фотоаппаратом тоже не хочется Когда отливка остыла, форма была разбита, стержень выбит, а остатки формовочной смеси, находящиеся в труднодоступных местах, были вымыты мойкой высокого давления. Литниковая система была отрезана, технологические отверстия в отливке были заварены, а сама отливка прошла искусственное старение без предварительной закалки согласно ГОСТ 1583-93.
Фотографий заливки увы нет.
Должен заметить, что проблема извлечения стержней существенна. При сложной геометрии и прочной смеси она может быть неразрешимой. При проектирование отливки стоит заранее думать как и чем подлезть внутрь. Для извлечения стержня я использовал так же и технологические отверстия отливки, которые его укрепляли. Без них, скорей всего, стержень извлечь не удалось бы. Основной объем материала был извлечен шуруповертом с буром от перфоратора. Бур обладает твердосплавной напайкой и поэтому не тупится о песок. Там, куда буром не подлезть, можно использовать толстую стальную проволоку или распушенный стальной трос, вращаемый шуроповертом. После того, как каналы стали сквозными остатки формовочной смеси хорошо поддаются мойке высокого давления. Тем не менее даже после всех манипуляций в рубашке охлаждения остались кусочки формовочной смеси на стенках и в процессе обработки они нет-нет, да вываливались.
Вместо заключения
По проекту будет использован низ двигателя картера Honda CR500. Картер был модифицирован для расширения продувочных каналов, юбки гильзы большего диаметра и переноса шпилек. В проект цилиндра была заложена возможность увеличения хода поршня до 95мм в новом картере, из-за опасения повреждения родного картера.
С моделью отливки и полузаконченным цилиндром 620см³ я таки выиграл грант, это было в ноябре 17-го года. Отливка 724см³ была выполнена лишь в марте. На прокалку формы и литье потребовалось чуть более суток непрерывной работы. По-моему мнению, литье отличается от, например, сварки тем, что это необратимый процесс — если где-то проблема, то нельзя вернуться на шаг назад, а только в самое начало. Особо страшно было с одноразовой пластиковой моделью. Наиболее волнующий момент — разбиение литейных форм, это сравнимо с открытием подарка на новый год в детстве, только ставки значительно больше. К счастью, отливка хоть и не как задумано, но получилась удовлетворительной с первого раза. Какое же это было облегчение! Теперь предстояло обрабатывать ее и делать всякие сопрягаемые детали.
UPD: Добавлено описание процесса извлечения стержней, 17 авг. 20г.
Отливаем клапанные крышки из алюминия
Собстно, надо отлить несколько крышек. По образцу.
Таких например: http://oppozit.ru/post_65357.html
Одну клапанную крышку могу на время(. ) поиметь с очень легендарного мотоцикла.
Задача сделать по образцовой крышке копию в кратчайшие сроки.
Копию можно сделать с более толстыми стенками чем оригинал. Это проще, прочнее, надежнее, позволяет скрыть некоторые огрехи литья, звукоизолированнее.
Имеется муфельная печь.
Лить необходимо в специально подготовленную землю, так?
Никакой гипс/бетон не канает?
Лить планирую из силумина АЛ-4 или подобного.
ПС. Если все получится удачно, можно попробовать страждущим и желающим отливать какие нибудь крышки поинтереснее стоковых. Например с флеймами или черепами или на подобие польских закос под бмв.
Здесь буду вкладывать нужные ссылки чтобы не потерялись.
Подготовить гипсово/песочную смесь, вывалить в коробок, вдавить крышку наружной поверхностью. высушить.
Во второй коробок надо вдавить крышку но уже обратной стороной!, то есть типа пуассона сделать. Высушить. Совместить оба ящика плотно и залить через изгоовленную прибыль расплав мммм. сказать легко а сделать эх.
Как самый простой вариант, залить раплав в первую половину до краев а внутри крышку выфрезеровать=(
блин но как 2 опоки соединить, утрамбовать.. а потом разъединить чтобы они не рассыпались блин
Найдите книгу:Козлов А.В. Точное литье по выплавляемым моделям.Технология расписана подробно..
Уже неоднократно предлагал изготавливать клапанные крышки для Урала650 по образцу Стрелы-1/М-100,для Днепра-от Серпуховского ДнепроЭскорта.
Пламя и черепа-колхоз ИМХО..
Именно! Эти бритые яйца да буханки хлеба уже вокакприедлись=(
Надо в домашних условиях отливать.. Мадагаскарцы по ссылке выше порадовади хаха)
А водяной 650 или тоже 825?
пока он 650 но оочень хочу его 825! Цилиндры точатся до 82мм без проблем водяные, с КВ волдка и проставками под цилиндрами иммеем 825.
Только что проходное сечение голов маловато но мне мотр низовой нужен для колясыча.
Конечно классно.. еще бы.
Готов приобрести?;-)
Порядок цен?;-)
не гони. Крышки от Басти очень интересны.
Форма.. думаю о песке склееным жидким стеклом под воздействием угдекислоты. Газопроницаема.
Чето я непонял, ты действительно занимался этим или это просто набор слов?
я из гипса(алебастра) форму делал. Вней нормально лить. Только нужно это делать под давлением. Если просто залить, то деталь пористая получится и хрупкая(от удара молотком расколится на куски).
лить надо строго из литьевых сортов алюминия!
АЛ-4,7,9 силумин например. Он очень текуч. И прочен.
В гипс лить нельзя- проходили уже. Из него при нагревании вода уходит в виде пара, и деталь получается корявая, особенно первая. А форма после этого хрупкой становится, вот. Лили из кооперативных поршней для яв, они паяльной лампой плавились))
Гипсовую форму перед отливкой нрадо тщательно просушит в духовке или муфеле и прогревать перед заливкой.
Наша проблема в том, что деталь довольно большая и с маленькой толщиной стенки.
Можно сделать форму с высоким литником тогда будет давление столба жидкости. Не сильно большое правда.
один хороший человек говорил что надо углем древесным посыпать, и форму тальком
отлить не проблема. потом только фрезировка нужна. отлить можно даже в домашних условиях не чего страшного
в чём ляминий плавить?
В ковшике железном.
в ковшике с длинной ручкой. только не очень из тонкого материала а то прогорит пока плавить будешь
ну не совсем так просто стандарты на качество и содержание легирующих элементов в литейном алюминии изменились и стали более лояльными в заводу изготовителю
Отлить то отольете, а вот без чпушного фрезера задрочитесь тыркать напильником получившееся 🙂 я еще в детсве баловался сначала со свинцом потом и до алюминия дошел. Самый хороший вариант получался когда я в железную хорошо отполированную форму заливал алюминий, после остывания алюминий уменьшается в обьеме больше чем железная форма и легко выходит. Другое дело что для клапанных крышек делать железную форму это жесть просто 🙂 выдалбит ТАКУЮ лунку в довольно большом монолитном куске железа это не в тапки срать, прощще в землю и потом напильником.
Я вот подумываю на тему отлить себе поворотники, по китайскому образцу из пласмассы (красивые но очень хрупкие блин). И чем дальше думаю тем больше понимаю что без cnc станочка нихрена путевого не выйдет.
Может вам попытаться выйти на след бенарезских кустарей, чьи крышки с флеймами, черепами и прочей попсой периодически продают на базарах?
А кто изготавливал эти крышки. Что за кустари?
Пришел к выводу что самому лить крышки та еще задачка.. Хоть и нет ничего невозможного, но, блин, очень мало времени свободного=(
Подыскиваю литейку, где могли бы взяться за подобное за вменяемый прайс.
И проект водяного 825сс движка пока временно заморожен изза финансовых трудностей=(((
Рыночные краснодарские продавцы запчастей берут запы или в Ирбите, или в Ростове на Алмазе. И с оптовиками как правило имеют телефонные контакты. А у тех возможно есть контакты этих литейщиков.
Еще вспомнил, на www.autobuy.ru было объявление, мастера отливали разные крышки на ретротехнику типа цундапа. Московский сотовый был, поищу, может сохранился.
Крышки с черепами по всей видимости льются в железную форму т.к. следов механической обработки на самих черепах я не заметил, а такую точность мелких деталей просто отливая в землю хрен получиш
литьё по выплавляемой модели не рассматривали. с образца делается форма (эпоксидка, гипс итд) в форму отливают модели из воска. восковки несут на завод или к ювелирам.или к зубным техникам
те наносят глину. сушат нагревают-сливают воск и потом туда металл наливают.
отливка меньше оригинала получается. зубари и ювелиры это както решают
литьё по выплавляемой модели не рассматривали. с образца делается форма (эпоксидка, гипс итд) в форму отливают модели из воска. восковки несут на завод или к ювелирам.или к зубным техникам
те наносят глину. сушат нагревают-сливают воск и потом туда металл наливают.
отливка меньше оригинала получается. зубари и ювелиры это както решают
в одессе хорошо льют. используют металл картеры от авто.(москвич 412 и тд)
тигель углём греют с поддувом(дешевле электричества)
Вчера держал в руках стеклопластиковую крышку генератора какойто имахи, изготовленную нашим умельцем взамен расколотой силуминовой или даже магниевой.
Хм. Очень даже прочно и надежно, только что не отполировать как алюминиевую и она не тру=)
Если решу двигатель красить, то это самый простой выход.
А двигатель этот для колясыча-говнолаза оффроудного=)))
И еще хотел увеличить шумоизоляцию самой крышки чтобы не так сильно было слышно цокот клапанов(хотя с водяным охлаждением они не так сильно должны стучать из за стабилизации температуры!)
стеклопластиковые крышки клапанов? хм. сомнительно покрайней мере на воздушнике.
Для оффроудника может лучше вспомнить уроки труда, раскроить лист железа, согнуть, сварить и приварить плоскость-основание. Труёвая крысячья железка 🙂
возможно так будет быстрей и проще 🙂 правда не настолько красиво и явно массивней.
дык именно для водянки жеж крышки! Стеклопластик выдержит по температуре уверен.
Механически такая крышка ооочень даже прочная будет и у меня перед левым горшком защитная дуга еще есть))
Сварить.. это тру но блин. из стали смысл варить? А из алюминия дорого будет зело.
И это.. Денис. у меня типа оффроудный коляс а не говнокрыс всеже;-)
ТИпа герапа хандмэйд))) 
При достаточной прочности масса получится существенной. типа по несколько кг на крышку. невариант.
Остановился на лепнине рокеркэпа из стеклопластика армированного с последующей покраской=(